Metrisches iso-gewinde g38, 1 9 gewindezyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 302
302
DIN-Programmierung
4.1
9
Gewindezyklen
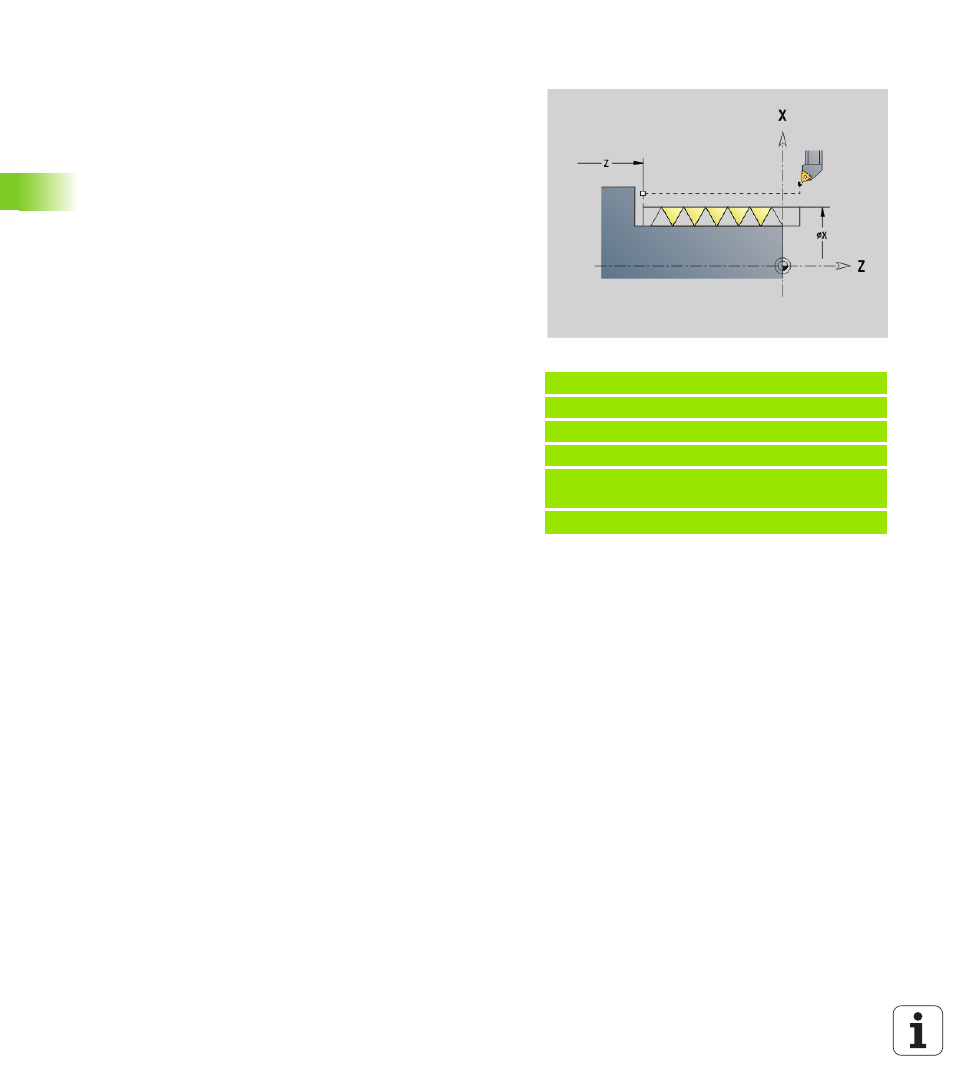
Metrisches ISO-Gewinde G38
Der Zyklus G38 erzeugt ein zylindrisches Gewinde, dessen Gewinde-
Form nicht der Werkzeugform entspricht. Verwenden sie ein Stech-
oder Pilzwerkzeug für die Bearbeitung.
Die Kontur des Gewindeganges beschreiben Sie als Hilfskontur. Die
Position der Hilfskontur muss mit der Startposition der
Gewindeschnitte übereinstimmen. Sie können im Zyklus die gesamte
Hilfskontur oder auch nur Teilbereiche anwählen.
Beispiel: G38
%352.nc
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
ENDE
Parameter
ID
Name der Hilfskontur
NS
Startsatz der zu bearbeitenden Kontur
NE
Endsatz der zu bearbeitenden Kontur
Q
Gewindetiefe
0: Schruppen: Die Kontur wird Zeilenweise mit maximaler
Zustellung I und K ausgeräumt. Ein programmiertes (G58
oder G57) Aufmaß wird berücksichtigt.
1: Schlichten: Der Gewindegang wird in einzelnen Schnitten
entlang der Kontur erzeugt. Mit I und K legen sie die
Abstände zwischen den einzelnen Gewindeschnitten auf der
Kontur fest.
X
Endpunkt Gewinde X
Z
Endpunkt Gewinde Z
F
Gewindesteigung
I
Maximale Zustellung
Bei Q=0: Zustelltiefe
Bei Q=1: Abstand zwischen den Schlichtschnitten als
Bogenlänge
K
Maximale Zustellung
Bei Q=0: Versatzbreite
Bei Q=1: Abstand zwischen den Schlichtschnitten auf
Gerade
J
Auslauflänge
C
Startwinkel
O
Zustellart
0: Eilgang
1: Vorschub