26 f räszyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 361
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
361
4.26 F
räszyklen
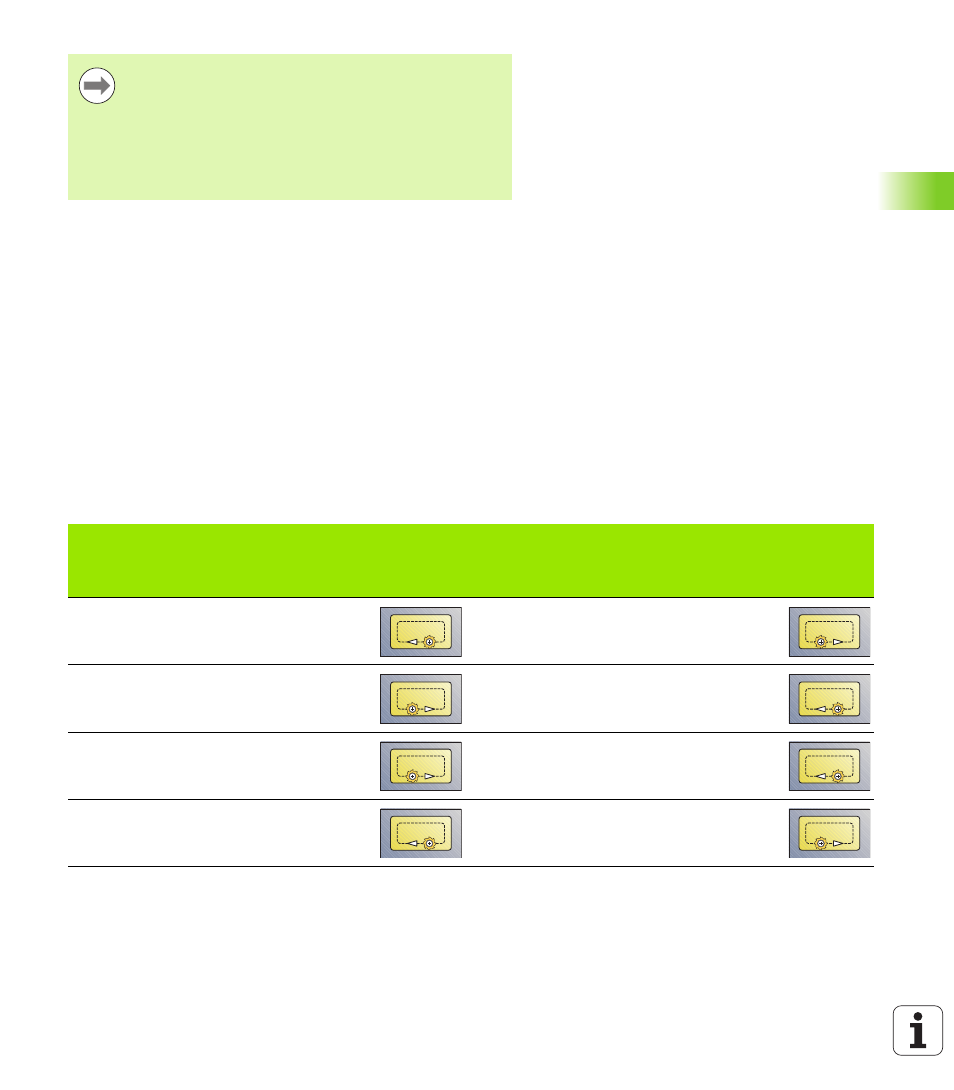
Die Fräsrichtung beeinflussen Sie mit der „Fräslaufrichtung H“, der
„Bearbeitungsrichtung Q“ und der Drehrichtung des Fräsers (siehe
folgende Tabelle). Programmieren Sie nur die in folgender Tabelle
aufgeführten Parameter.
Beachten Sie bei der Bearbeitungsrichtung Q=1 (von
außen nach innen):
Die Kontur muss mit einem linearen Element beginnen.
Ist das Startelement < WB, wird WB auf die Länge des
Startelements gekürzt.
Die Länge des Startelements darf das 1,5-fache des
Fräserdurchmessers nicht unterschreiten.
Zyklusablauf
1
Startposition (X, Z, C) ist die Position vor dem Zyklus.
2
Errechnet die Schnittaufteilung (Fräsebenen-Zustellungen,
Frästiefen-Zustellungen); errechnet die Eintauchpositionen und
Eintauchwege bei pendelndem oder helikalem Eintauchen.
3
Fährt auf Sicherheitsabstand an und stellt, abhängig von „O“ für
die erste Frästiefe zu, bzw. taucht pendelnd oder helikal ein.
4
Fräst eine Ebene.
5
Hebt um den Sicherheitsabstand ab, fährt an und stellt für die
nächste Frästiefe zu.
6
Wiederholt 4...5, bis die komplette Fläche gefräst ist.
7
Fährt entsprechend „Rückzugsebene RB“ zurück.
Taschenfräsen Schruppen G845
Fräslauf-
richtung
Bearbei-
tungs-
richtung
WZ-Dreh-
richtung
Ausführung
Fräslauf-
richtung
Bearbei-
tungs-
richtung
WZ-Dreh-
richtung
Ausführung
Gegenlauf
(H=0)
von innen
(Q=0)
Mx03
Gleichlauf
(H=1)
von innen
(Q=0)
Mx03
Gegenlauf
(H=0)
von innen
(Q=0)
Mx04
Gleichlauf
(H=1)
von innen
(Q=0)
Mx04
Gegenlauf
(H=0)
von außen
(Q=1)
Mx03
Gleichlauf
(H=1)
von außen
(Q=1)
Mx03
Gegenlauf
(H=0)
von außen
(Q=1)
Mx04
Gleichlauf
(H=1)
von außen
(Q=1)
Mx04