Metrisch, Englisch, Markierung – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 146: Plasma o, Sekundärgas luft 260 a
Bedienung
4-42
HPR800XD Auto Gas –
806501 Revision 1
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
zwischenraum
Äquivalente
Materialstärke
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
mm
Bereich (mm)
mm/min
mm Faktor (%)
Sekunden
O
2
Luft
22
20
74
19
2,0
25
3,6–7,6
1685
9,0
250
0,8
28
4,8–7,6
1445
9,5
200
1,0
32
1135
1,2
38*
895
3,0
44
580
Kantenstart
50
405
58
290
64
195
Metrisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
zwischenraum
Äquivalente
Materialstärke
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Zoll
Bereich (Zoll)
Zoll/min
Zoll Faktor (%)
Sekunden
O
2
Luft
22
20
74
19
0.08
1
0.14–0.30
65
0.35
250
0.8
1-1/8
0.19–0.30
55
0.38
200
1.0
1-1/4
45
1.2
1-1/2*
35
3.0
1-3/4
22
Kantenstart
2
15
2-1/4
12
2-1/2
8
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
122
Ar
Luft
30
10
30
10
24
3,0
0.12
2540
100
62
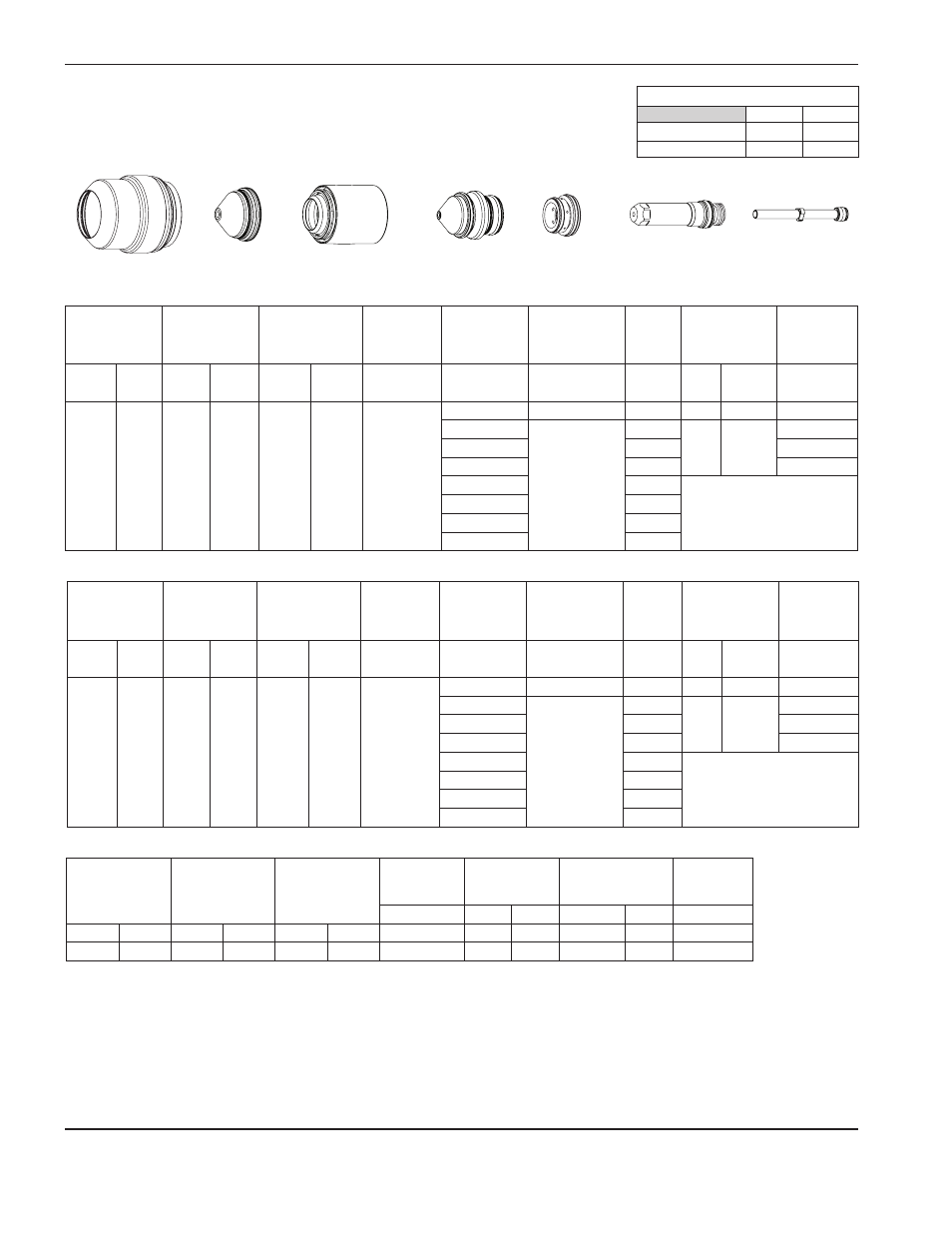
Markierung
Fasenschneiden von unlegiertem Stahl (Alternative)
Lochstechen bei dickem Metall
Plasma O
2
/ Sekundärgas Luft
260 A
220897
220637
220899
220896
220436
220898
220571
Durchflussmenge – l/min / scfh
O
2
Luft
Vorströmung
0 / 0
85 / 180
Betriebsdurchfluss 47 / 99 54 / 115
Die Verschleißteile auf dieser Seite sind für das Lochstechen bei dickem Metall vorgesehen. Es wird empfohlen, sie nur dann
einzusetzen, wenn es bei Verwendung der Standard-Verschleißteile für Fasenschnitte zu übermäßiger Schlackenbildung auf dem
Schutzschild oder zu Problemen aufgrund von Fehlzündungen des Brenners kommt.
Das Lochstechen in dickem Material kann die Lebensdauer der Verschleißteile um 20 % verringern.
* Vorschläge für das Lochstechen in 38 mm unlegiertem Stahl:
1. Vorströmung während IHS einschalten,
2. Drehmoment-Begrenzung während Anfangshöhenabtastung benutzen,
3. Lochstechabschluss beim Lochstechen verwenden.