Schnittstellenkabel zwischen stromquelle und cnc – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 78
InstallatIon
3-34
HPR800XD Auto Gas
– 806501 Revision 1
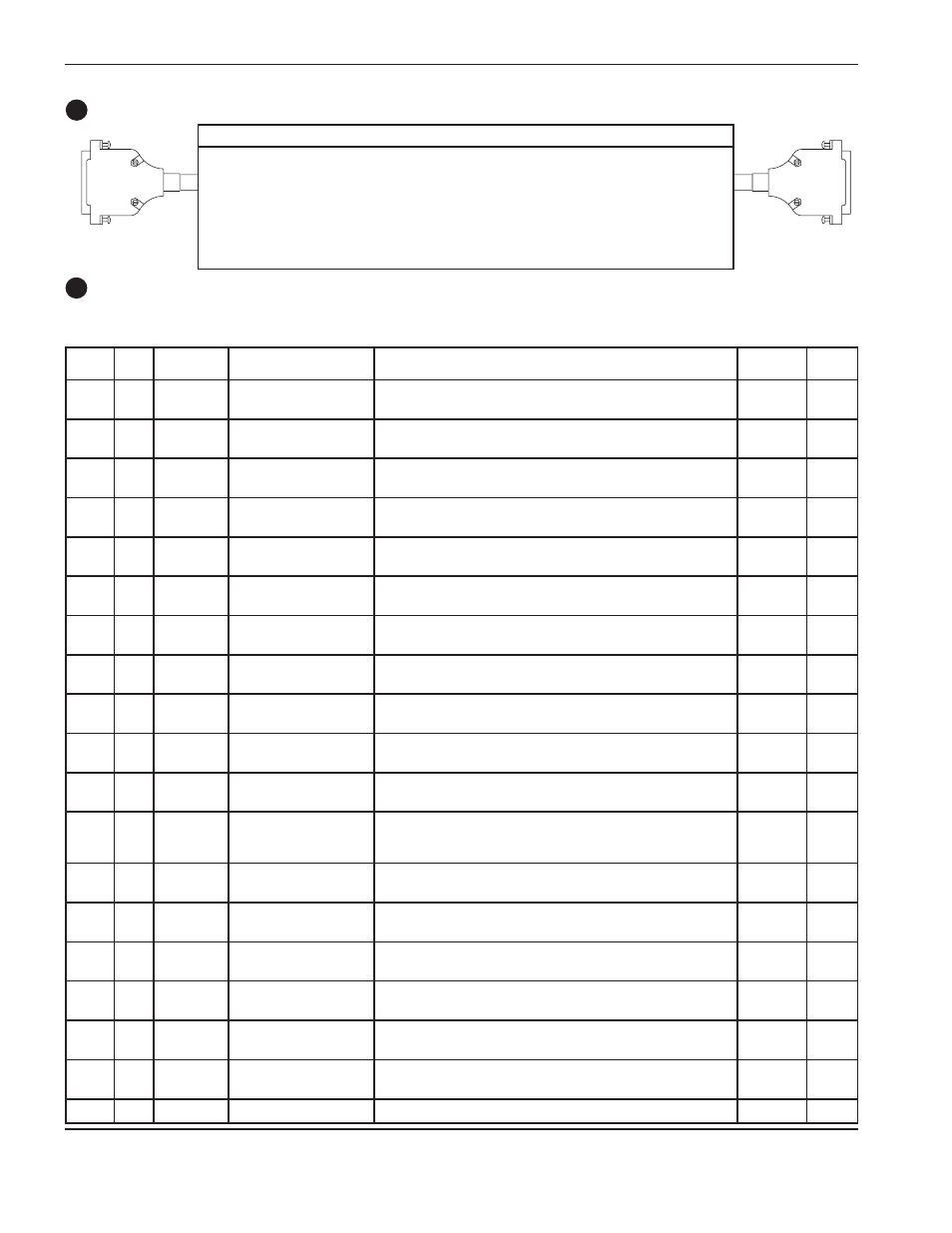
Schnittstellenkabel zwischen Stromquelle und CNC
Zu J 300
Optionales CNC-Schnittstellenkabel für mehrere Anlagen
Draht
Farbe
Stift-Nr.
Eingang/
Ausgang
Signalname
Funktion
Eingang/
Ausgang
Anmer-
kungen
Schwarz
Rot
1
20
Eingang
Eingang
RX –
RX +
Serieller RS-422-Empfänger
Serieller RS-422-Empfänger
Ausgang
Ausgang
Schwarz
Grün
2
21
Ausgang
Ausgang
TX –
TX +
Serieller RS-422-Sender
Serieller RS-422-Sender
Eingang
Eingang
Schwarz
Blau
3
22
RS-422-Masse
Keine
RS-422-Masse (seriell)
Nicht verwendet
Schwarz
Gelb
4
23
Ausgang
Ausgang
Bewegung 1 E (–)
Bewegung 1 C (+)
Benachrichtigt die CNC, dass eine Lichtbogenübertragung stattgefunden hat und
nach Ablauf der Lochstechverzögerung ein Maschinenvorschub beginnt.
Eingang
Eingang
2 und 3
Schwarz
Braun
5
24
Ausgang
Ausgang
Fehler E (–)
Fehler C (+)
Benachrichtigt die CNC, dass ein Fehler aufgetreten ist.
Eingang
Eingang
2
Schwarz
Orange
6
25
Ausgang
Ausgang
Fehler beim Herunterfahren E (–)
Fehler beim Herunterfahren C (+) Benachrichtigt die CNC, dass beim Herunterfahren ein Fehler aufgetreten ist.
Eingang
2
Rot
Weiß
7
26
Ausgang
Ausgang
Nicht bereit E (–)
Nicht bereit C (+)
Benachrichtigt die CNC, dass die Plasmaanlage nicht bereit ist, einen Lichtbogen
zu zünden.
Eingang
2
Rot
Grün
8
27
Ausgang
Ausgang
Bewegung 2 E (–)
Bewegung 2 C (+)
Benachrichtigt die CNC, dass eine Lichtbogenübertragung stattgefunden hat und
nach Ablauf der Lochstechverzögerung ein Maschinenvorschub beginnt.
Eingang
Eingang
2 und 3
Rot
Blau
9
28
Ausgang
Ausgang
Bewegung 3 E (–)
Bewegung 3 C (+)
Benachrichtigt die CNC, dass eine Lichtbogenübertragung stattgefunden hat und
nach Ablauf der Lochstechverzögerung ein Maschinenvorschub beginnt.
Eingang
Eingang
2 und 3
Rot
Gelb
10
29
Ausgang
Ausgang
Bewegung 4 E (–)
Bewegung 4 C (+)
Benachrichtigt die CNC, dass eine Lichtbogenübertragung stattgefunden hat und
nach Ablauf der Lochstechverzögerung ein Maschinenvorschub beginnt.
Eingang
Eingang
2 und 3
Rot
Braun
11
30
Keine
Keine
Nicht verwendet
Nicht verwendet
Rot
Orange
12
31
Eingang
Eingang
Ecke (–)
Ecke (+)
Die CNC benachrichtigt das Plasmasystem, dass eine Ecke naht und der
Schneidstrom verringert werden soll (Der Schneidstrom kann an der CNC ausgewählt
werden oder wird standardmäßig auf 50 % eingestellt).
Ausgang
Ausgang
1
Grün
Weiß
13
32
Eingang
Eingang
Lochstechen (–)
Lochstechen (+)
Die CNC benachrichtigt die Plasmaanlage, dass die Sekundärgas-Vorströmung
aufrecht erhalten werden soll, bis die CNC das Signal deaktiviert.
Ausgang
1
Grün
Blau
14
33
Eingang
Eingang
Halten (–)
Halten (+)
Ohne CommandTHC nicht erforderlich. Die CommandTHC erfordert während der
Anfangshöhenabtastung (IHS) ein Signal für die Gasvorströmung.
Ausgang
1
Grün
Gelb
15
34
Eingang
Eingang
Start (–)
Start (+)
Die CNC löst den Plasmalichtbogen aus.
Ausgang
Ausgang
1
Grün
Braun
16
35
Keine
Keine
Nicht verwendet
Nicht verwendet
Grün
Orange
17
36
Keine
Stromversorgungsmasse
Nicht verwendet
Masse
Weiß
Schwarz
18
37
Stromversorgungsmasse
CNC +24 VDC
Masse
24-VDC-Spannung (max. 200 mA). Siehe Anmerkungen
4
19
CNC +24 VDC
Nicht angeschlossen
Stromquellen-
Seite
CNC-Seite
Teile-Nr.
Länge
Teile-Nr.
Länge
Teile-Nr.
Länge
123210
3 m
123216
13,5 m
123742
35 m
123211
4,5 m
123023
15 m
123219
37,5 m
123212
6 m
123494
16,5 m
123220
45 m
123022
7,5 m
123851
20 m
123852
60 m
123213
9 m
123217
22,5 m
123853
75 m
123214
10 m
123741
25 m
123215
12 m
123218
30 m
13
14
(die Schaltpläne enthalten Informationen zur Installation)