Legierter stahl, Plasma f5 / sekundärgas n, 80 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 151: Markierung, Metrisch englisch
Bedienung
HPR800XD Auto Gas –
806501 Revision 1
4-47
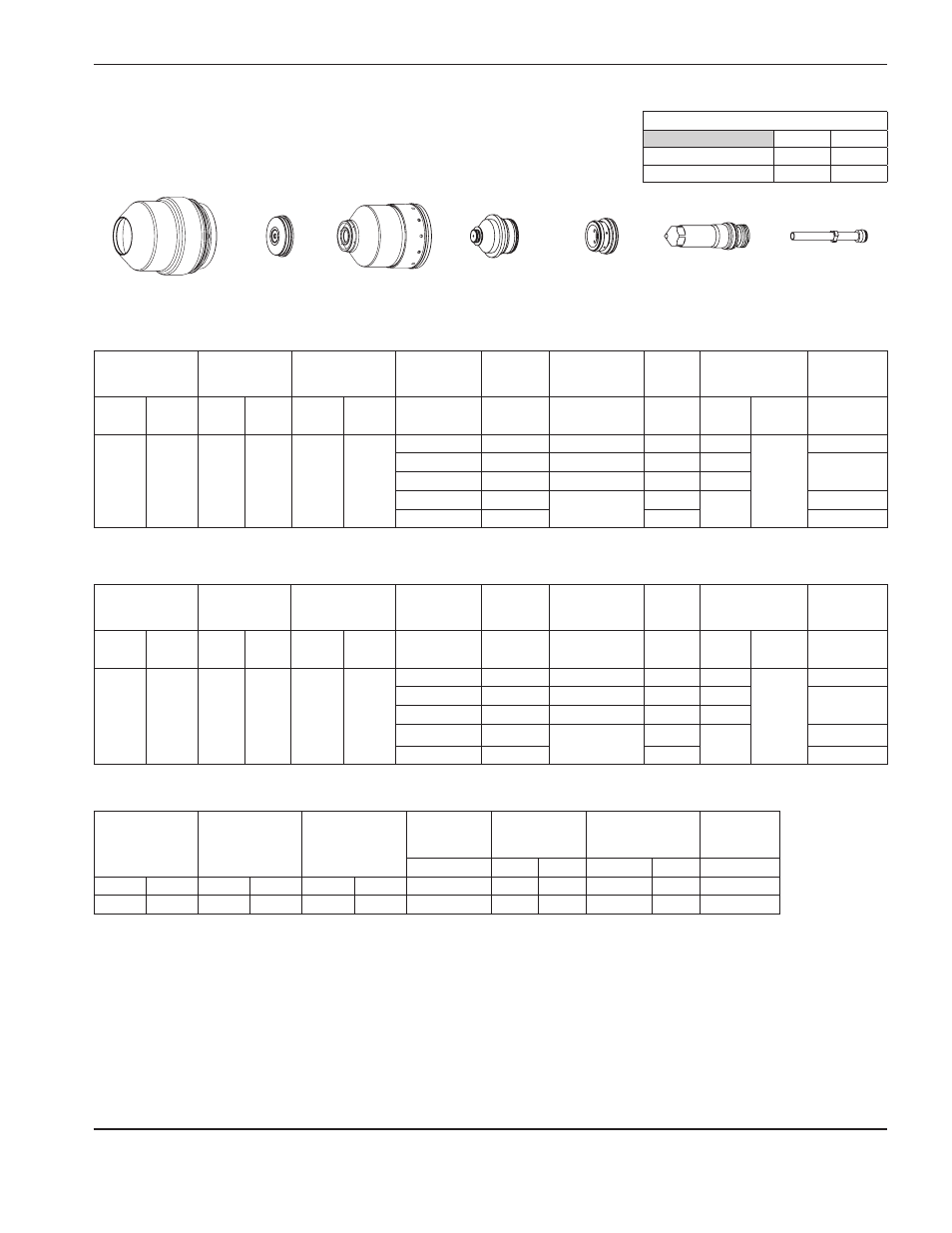
Legierter Stahl
Plasma F5 / Sekundärgas N
2
80 A
220338
220747
220339
220755
220179
220337
Markierung
Durchflussmenge – l/min / scfh
F5
N
2
Vorströmung
0 / 0
67 / 142
Betriebsdurchfluss
31 / 65 87 / 185
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
95
Ar
N
2
50
10
50
10
12
3,0
0.12
2540
100
60
220340
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
Volt
mm
mm/min
mm
Faktor (%)
Sekunden
F5
N
2
33
23
65
60
4
108
3,0
2180
4,5
150
0,2
5
110
2,7
1700
4,1
0,3
6
112
2,5
1225
3,8
8
116
3,0
895
4,5
0,4
10
120
560
0,5
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor (%)
Sekunden
F5
N
2
33
23
65
60
0.135
108
0.12
105
0.18
150
0.2
3/16
110
0.11
60
0.17
0.3
1/4
112
0.10
45
0.15
5/16
116
0.12
35
0.18
0.4
3/8
120
25
0.5