Fasenschneiden von legiertem stahl, Plasma h35 / sekundärgas n, 600 a – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 174: Metrisch englisch, Markierung
Bedienung
4-70
HPR800XD Auto Gas –
806501 Revision 1
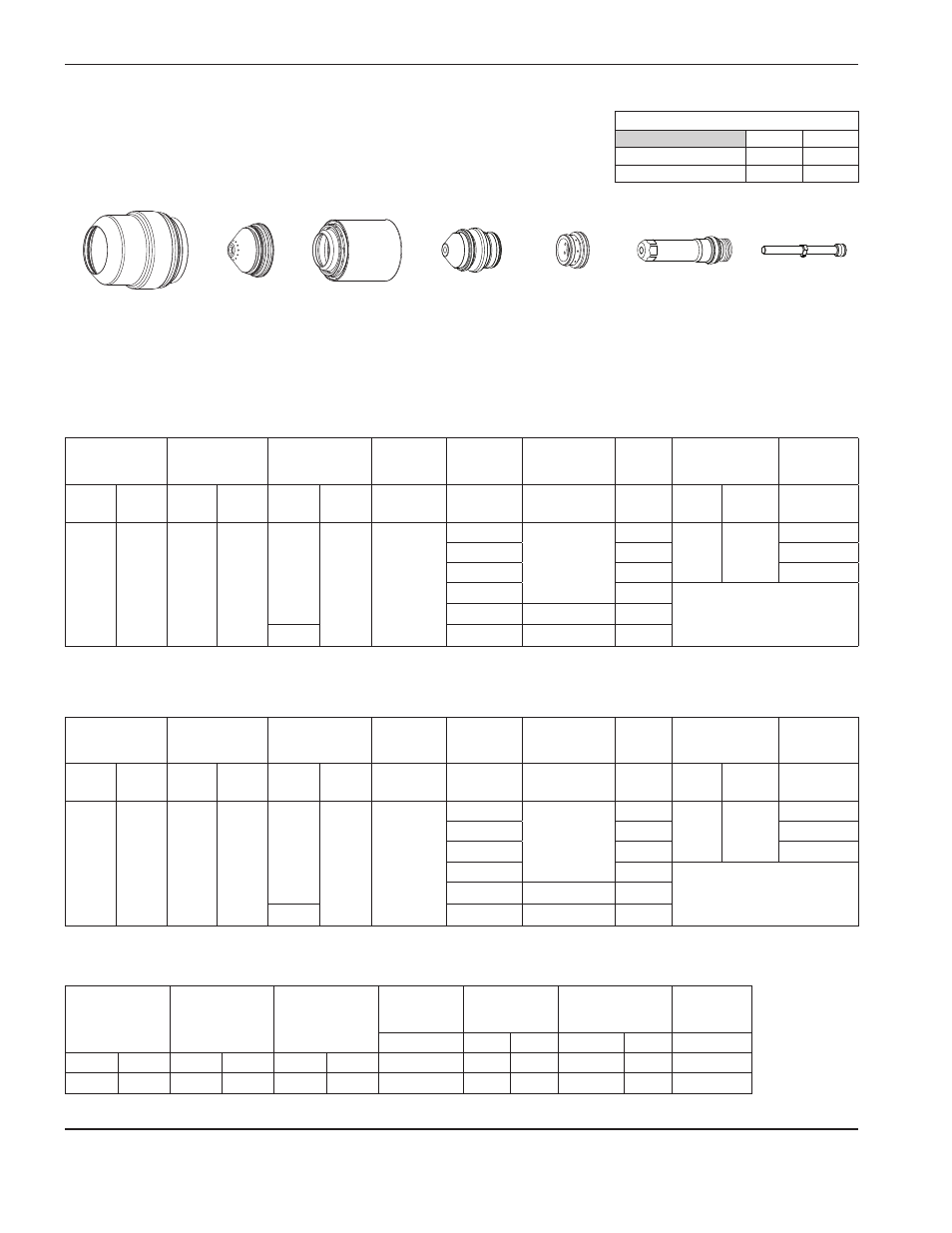
Fasenschneiden von legiertem Stahl
Plasma H35 / Sekundärgas N
2
600 A
220707
220637
220709
220635
220353
220859
220571
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
zwischenraum
Äquivalente
Material-
stärke
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
mm
mm
Bereich (mm)
mm/min
mm
Faktor (%)
Sekunden
H35
N
2
43
13
78
43
2,0
40
12,7
721
25,4
200
2,0
45
677
2,5
50
597
3,0
60
492
Kantenstart
80
19,1
307
68
100
10,2–11,4
187
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
zwischenraum
Äquivalente
Material-
stärke
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Zoll
Zoll
Bereich (Zoll)
Zoll/min
Zoll
Faktor (%)
Sekunden
H35
N
2
43
13
78
43
0.08
1-1/2
0.50
29
1.0
200
2.0
1-3/4
27
2.5
2.0
23
3.0
2-1/2
18
Kantenstart
3.0
0.75
13
68
4.0
0.40–0.45
7
Markierung
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
50
20
50
20
24
6,4
0.25
2540
100
106
Ar
N
2
50
20
50
20
25
2,5
0.10
2540
100
57
Durchflussmenge – l/min / scfh
H35
N
2
Vorströmung
0 / 0
113 / 240
Betriebsdurchfluss
76 / 160 134 / 283
Anmerkungen:
„Lochstechen beendet“ muss für alle 600-A-Verfahren ausgeschaltet sein.
Der Fasenwinkelbereich beträgt 0° bis 45°.