Legierter stahl, Plasma h35 und n, Sekundärgas n – Hypertherm HPR800XD Auto Gas Benutzerhandbuch
Seite 154: 130 a, Metrisch englisch, Markierung
Bedienung
4-50
HPR800XD Auto Gas –
806501 Revision 1
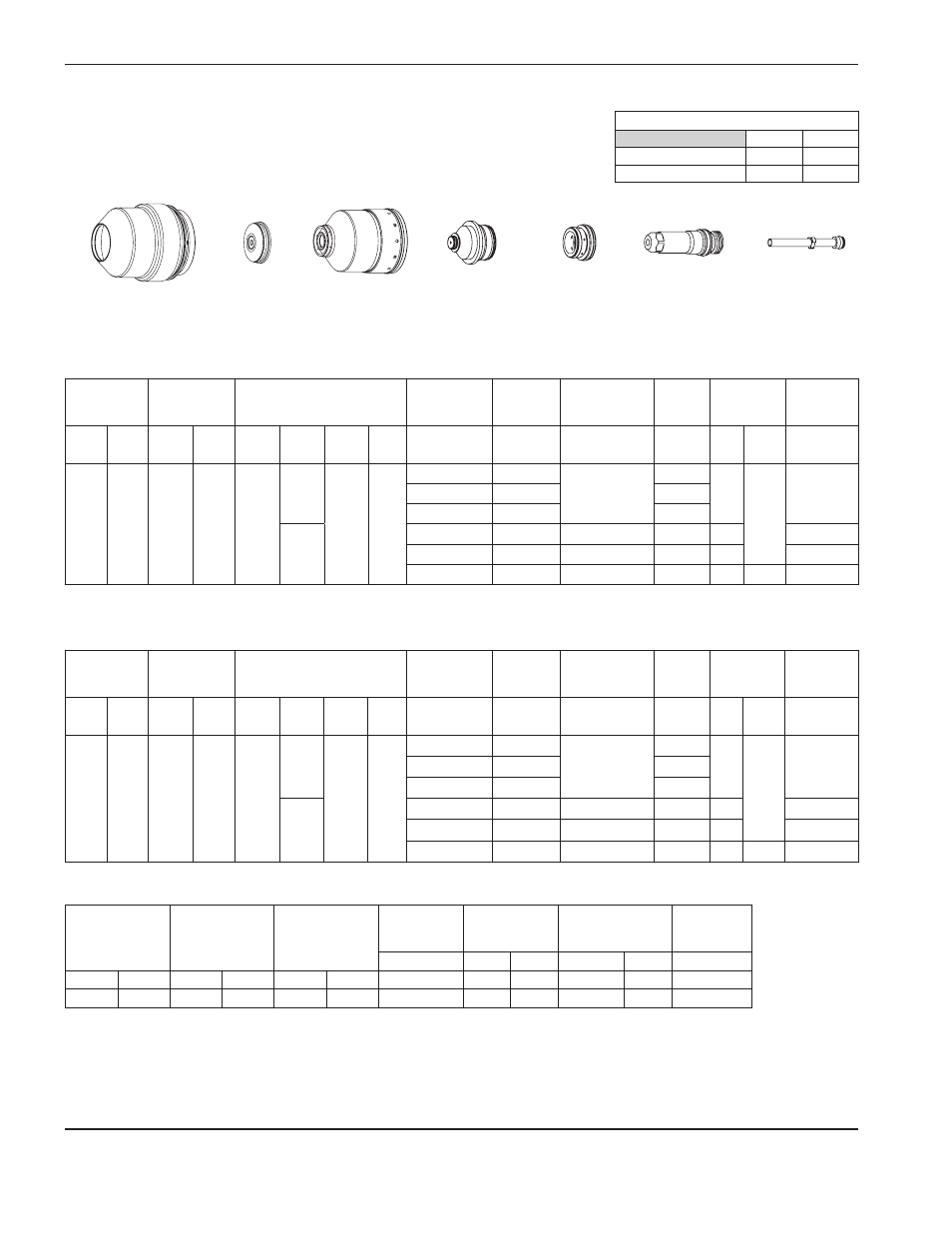
Legierter Stahl
Plasma H35 und N
2
/ Sekundärgas N
2
130 A
Anmerkung: Dieses Verfahren erzeugt eine glattere, glänzendere Schnittkante mit geringerer Bartbildung und größerer
Abweichung der Schnittkanten von der Senkrechten als das N
2
/N
2
-Verfahren mit 130 A. Die Kantenfarbe ist
silberner als beim H35/ N
2
-Verfahren.
Metrisch
Englisch
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Misch-
gas 1
Misch-
gas 2
mm
Volt
mm
mm/min
mm Faktor
(%)
Sekunden
H35
N
2
19
51
75
38
32
18
6
150
3,0
1835
6,0
200
0,3
8
152
1515
10
153
1195
27
12
160
3,5
875
7,0
0,5
15
168
3,8
670
7,6
0,8
20
176
4,3
305
7,7
180
1,3
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Materialstärke Lichtbogen-
Spannung
Abstand zwischen
Brenner und
Werkstück
Schnittge-
schwin-
digkeit
Anfangsloch-
stechhöhe
Lochstechzeit-
verzögerung
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Plasma-
gas
Sekun-
därgas
Misch-
gas 1
Misch-
gas 2
Zoll
Volt
Zoll
Zoll/min
Zoll Faktor
(%)
Sekunden
H35
N
2
19
51
75
38
32
18
1/4
150
0.12
70
0.24
200
0.3
5/16
152
60
3/8
153
50
27
1/2
160
0.14
30
0.28
0.5
5/8
168
0.15
25
0.30
0.8
3/4
176
0.17
15
0.31 180
1.3
Markierung
Durchflussmenge – l/min / scfh
H35
N
2
Vorströmung
0 / 0
97 / 205
Betriebsdurchfluss
13 / 28 71 / 150
Gase
auswählen
Vorströmung
einstellen
Betriebsdruchfluss
einstellen
Stromstärke
Abstand zwischen
Brenner und
Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
Ampere
mm
Zoll
mm/min
Zoll/min
Volt
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220198
220307
220179
220197
220755
220747
220340