Plasmaprozess, Plasma-1- und plasma-2-prozess-bildschirme – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 139
Phoenix Software V9.76.0 Betriebsanleitung 806401
139
7 – Schneidprozesse und Schneidtabellen
Plasmaprozess
Plasma-1- und Plasma-2-Prozess-Bildschirme
Die CNC zeigt einen Prozess-Bildschirm für Plasma-1- und Plasma-2-Prozesse an. Wählen Sie auf dem Hauptbildschirm
„Konfig. > Verfahr. > Plasma 1 oder Plasma 2“, um den Bildschirm zu öffnen.
Die Prozess-Bildschirme für Plasma-1- und Plasma-2-Prozesse bieten je nach Art der verwendeten
Brennerhöhensteuerung (THC) verschiedene Optionen an. „Plasma 1“ und „Plasma 2“ zeigen den Namen der
Hypertherm THC in der linken oberen Ecke an. Um mehr über ArcGlide THC oder Sensor THC zu erfahren, lesen Sie
bitte
Brennerhöhensteuerungen auf Seite 185. Zu Konfiguration und Betrieb der Plasmaversorgung sehen Sie bitte im
entsprechenden Handbuch nach.
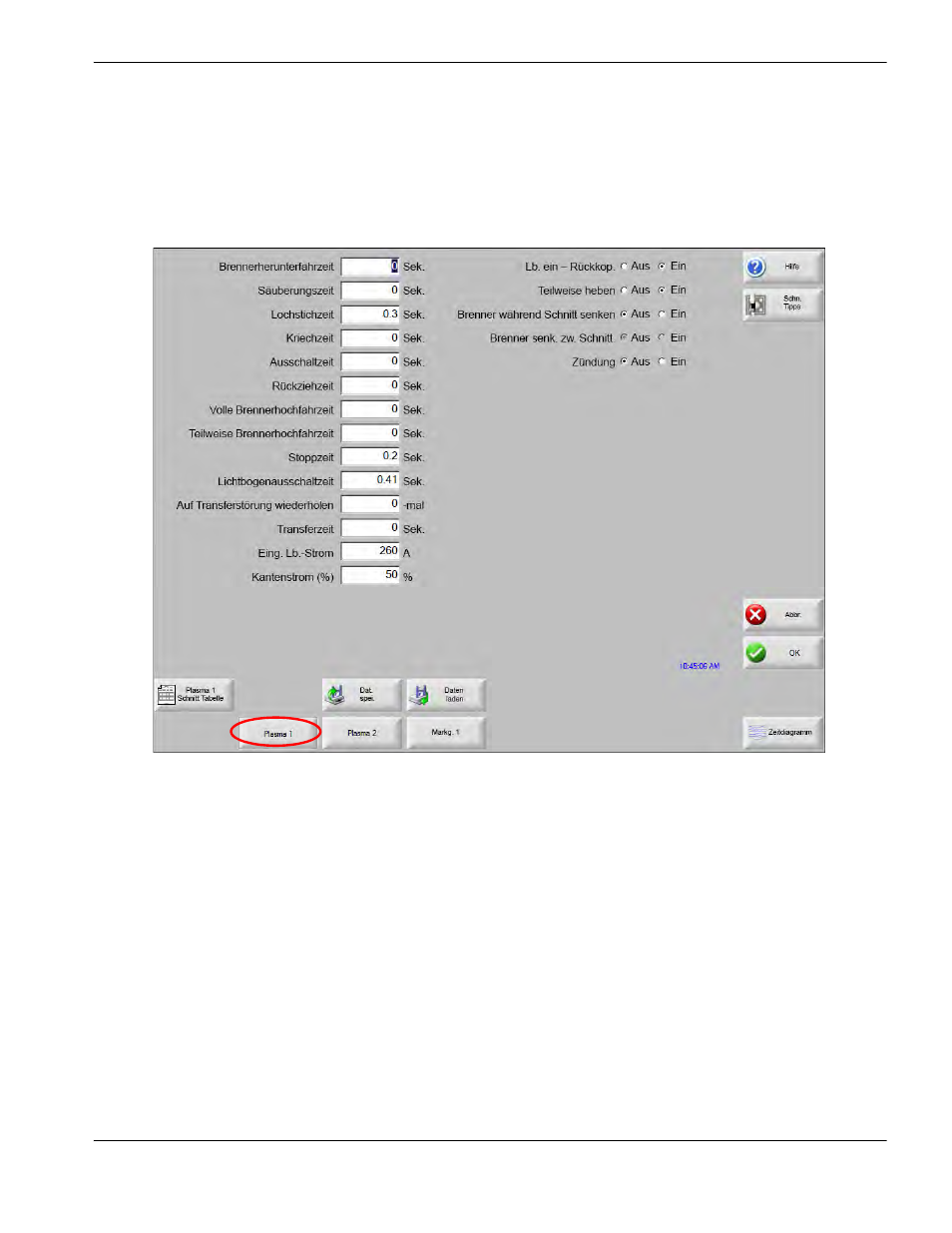
Wenn Sie eine Brennerhöhensteuerung verwenden, die nicht von Hypertherm gebaut wurde, sehen die Bildschirme
„Plasma 1“ und „Plasma 2“ aus, wie oben abgebildet. Auf diesen Bildschirmen sind eine Reihe von Timern zu sehen,
mit denen Ausgänge oder Bewegung der Brennerhöhenverstellung gesteuert werden können. Timer und Bewegung
starten, nachdem die CNC einen M07-Code (Schneiden ein) im Teileprogramm liest.
Brenner-Abs.-Zeit: Legt die Zeit fest, um den „Brenner absenken“-Ausgang für das Absenken des Brenners zum
Werkstück zu aktivieren. Wenn Sie eine Brennerhöhensteuerung verwenden, setzen Sie die
Brenner-Absenkzeit auf Null.
Spülzeit: Legt die Zeitverzögerung von der Brennerzündung bis zum Beginn des Vorschubs fest, wenn „Lichtbogen
ein – Rückkopplung“ ausgeschaltet ist. Setzen Sie die Spülzeit auf Null, wenn „Lb. ein – Rückkop.“
eingeschaltet ist.