Laser-schneidtabellen (nicht-faserlaser) – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 167
Phoenix Software V9.76.0 Betriebsanleitung 806401
167
7 – Schneidprozesse und Schneidtabellen
Lochst.-Modus: Wählen Sie die Lochstech-Art für den Auftrag. Bei „Impuls“ wird der Laserstrahl für einen Prozentsatz
der Lochstech-Einschaltdauer ein- und ausgeschaltet. Verwenden Sie „Impuls“, um durch das Werkstück
„durchzuhacken“. Bei „Impuls“ können die Löcher sauberer ausfallen.
Mit „Strahl“ wird der Strahl dauerhaft eingeschaltet. Beim Lochstechen eines dicken Werkstücks können
allerdings im „Strahl“-Lochstechmodus Metallspritzer auftreten.
Lochstech. fertig: Bei der automatischen Lochstechsteuerung wird die Fertigstellung eines Stücks erkannt, indem
die Spannung der Sensoren im Laserkopf überwacht und mit dem Wert verglichen wird, der mit diesem
Parameter festgelegt wird.
Nächst. Imp.: Anhand der Sensoren im Laserkopf kann das System festlegen, wann der nächste Laserimpuls während
der automatischen Lochstechsteuerung geliefert wird. Die Spannung wird von der Rückkopplung der
Sensoren im Laserschneidkopf abgeleitet.
Bandschusszeit: Legt die Laserimpulsdauer für die Laserstrahlausrichtung mit dem Klebebandtest fest.
Bandschussleistg.: Legt die Leistung des Laserimpulses für die Laserstrahlausrichtung mit dem Klebebandtest fest.
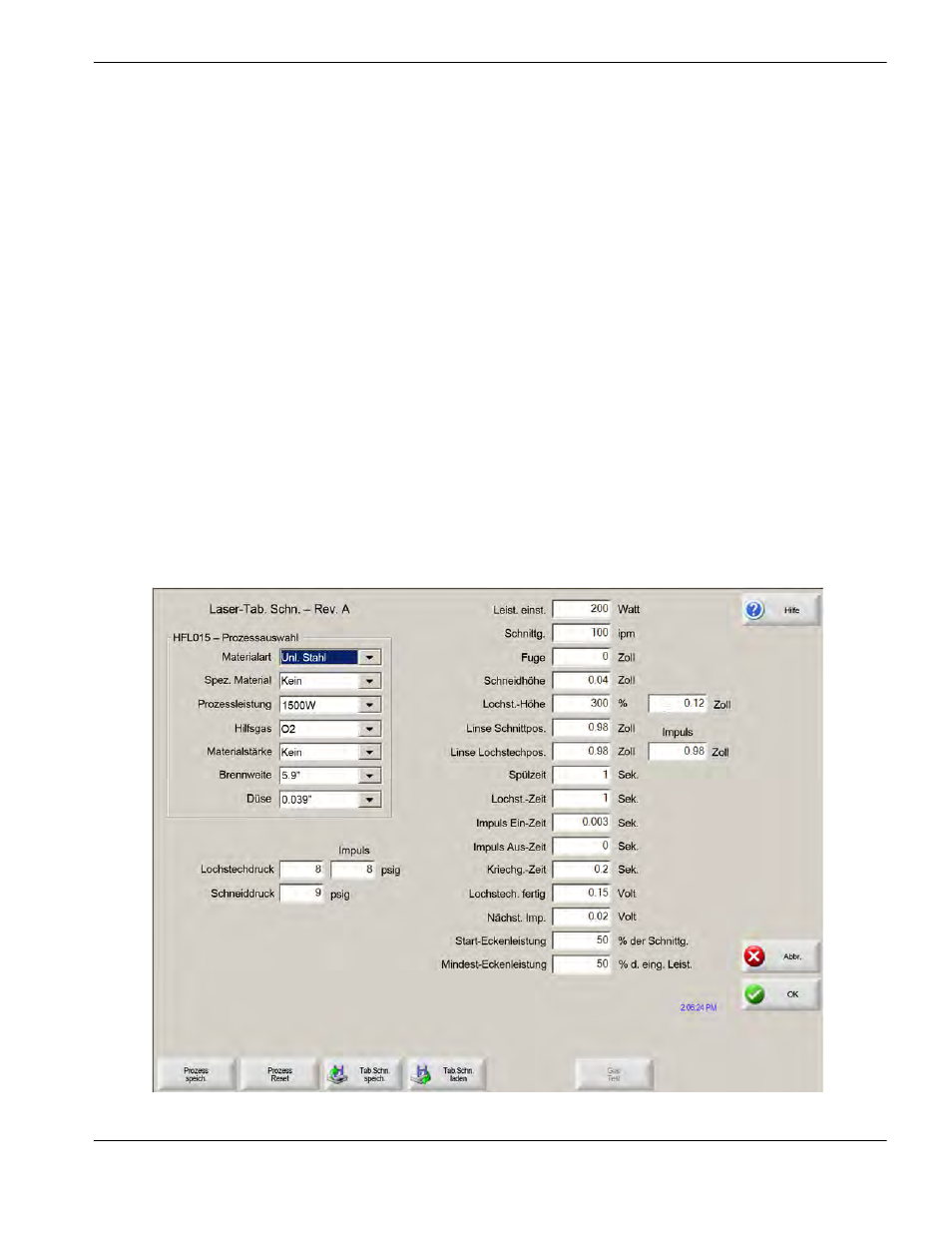
Laser-Schneidtabellen (Nicht-Faserlaser)
Die Schneidtabellen beinhalten werksseitig empfohlene Einstellungen für eine bestimmte Materialart und -stärke.
Über die Variablen „Spez. Material”, „Prozessleistung“, „Hilfsgas“, „Materialstärke“, „Brennweite“ und „Düse“ können
Sie die Schneidtabellen ändern.