Konfigurieren des gestuften lochstechens – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 163
Phoenix Software V9.76.0 Betriebsanleitung 806401
163
7 – Schneidprozesse und Schneidtabellen
Konfigurieren des gestuften Lochstechens
Die Faserlaser-Schneidtabellen enthalten einen mehrstufigen Lochstechzyklus. Durch die Verwendung des gestuften
Lochstechens ist der Laser in der Lage, einen kleineren Durchmesser beim Lochstechen durch dickere Materialen zu
erzeugen. Das gestufte Lochstechen kann nur über die Schneidtabelle auf der CNC eingestellt werden. Die
G59 Prozesscodes können nicht verwendet werden, um einen gestuften Lochstechzyklus zu wählen. Die Werte für
das gestufte Lochstechen sind in der Schneidtabelle für Materialien mit einer Stärke von 11 mm und dicker enthalten.
Befolgen Sie diese Schritte, um einen gestuften Lochstechzyklus zu konfigurieren:
1. Tippen Sie auf „Konfig. > Verfahr.“, um den Faserlaser-Prozess-Bildschirm zu öffnen.
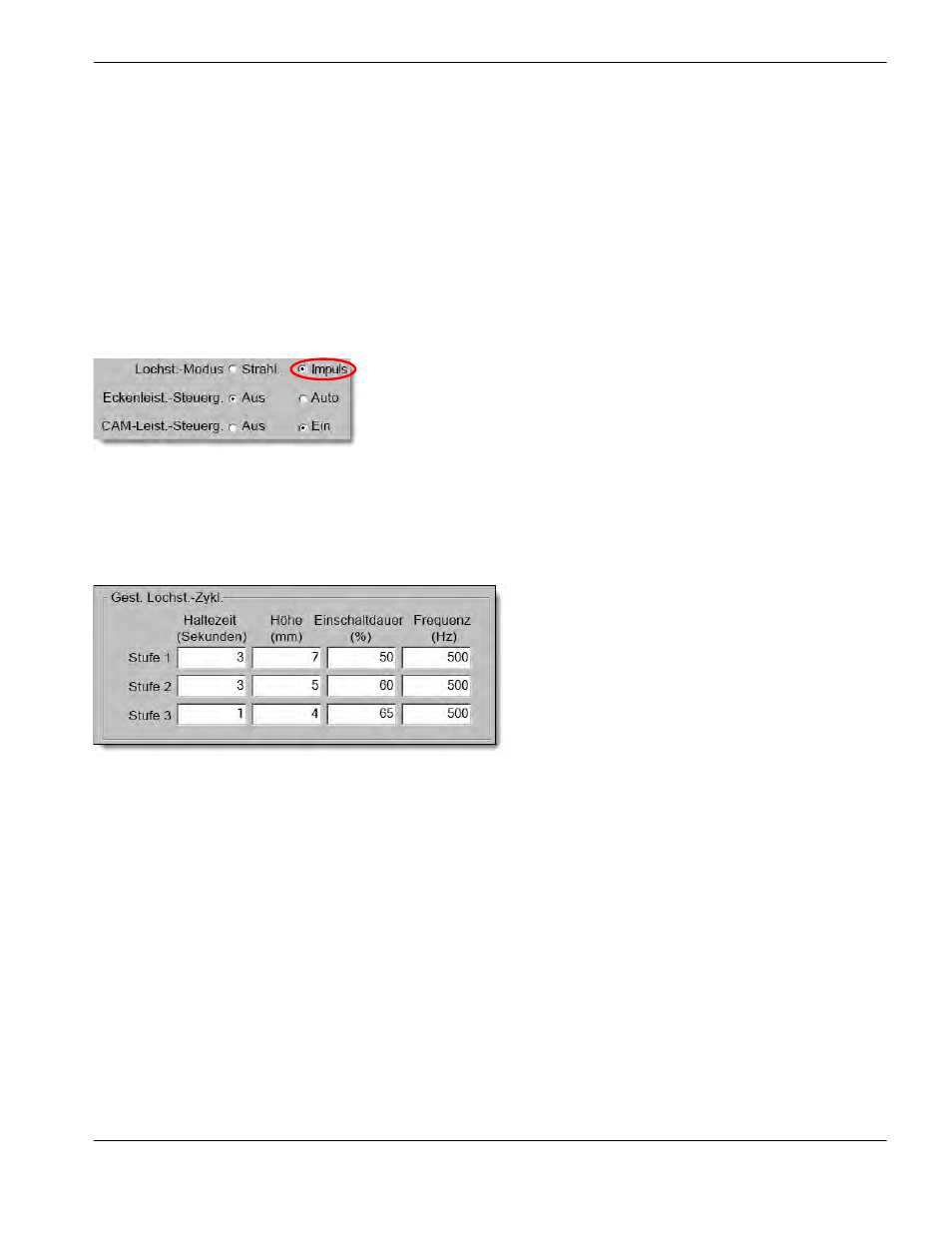
2. Wählen Sie „Impuls“ für den Lochstechmodus.
3. Wählen Sie OK, um die Änderungen im Faserlaser-Prozess-Bildschirm zu speichern.
4. Tippen Sie auf dem Hauptbildschirm die Schaltfläche „Laser-Schneidtabelle“ an, um die Parameter des gestuften
Lochstechzyklus für die Schneidtabelle aufzurufen. Das folgende Beispiel zeigt den gestuften Lochstechzyklus in
einem 2000 W Schneidprozess an.
Das Lochstechen erfolgt in jeder Stufe mit einer Verweilzeit auf der angegebenen Höhe.
Einschaltdauer ist ein Prozentsatz der Schneidleistung. Wenn z. B. die Schneidleistung 2000 Watt entspricht
und die Einschaltdauer 50 % beträgt, wird der Faserlaser bei 1000 Watt schneiden (Schneidleistung multipliziert
mit Einschaltdauer).
Frequenz entspricht den Zyklen pro Sekunde, bei denen der Laser auf dem gestuften
Lochstech-Leistungspegel pulsiert.
Im obigen Beispiel pulsiert der Faserlaser bei 1000 Watt 500 Mal pro Sekunde für die Dauer von 3 Sekunden
in einer Höhe von 7 mm über dem Werkstück auf Stufe 1.