Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 188
188
Phoenix Software V9.76.0 Betriebsanleitung 806401
8 – Brennerhöhensteuerungen
Der Vorteil des Modus „Gem. Lb.-Spg“ ist, dass der gemittelte Wert aus mehreren Messungen der tatsächlichen
Lichtbogen-Spannung unter stabilen Schneidbedingungen bei korrekter Geschwindigkeit und Schneidhöhe für den
aktiven Schnittprozess ermittelt wird. Statt die Spannungseinstellung ändern zu müssen, wenn die Abnutzung der
Verschleißteile einsetzt, berechnet die CNC für jeden Schnitt im Programm einen neuen gemittelten Spannungswert und
passt die Brennerhöhe automatisch an, um die perfekte Schneidhöhe für den Prozess über die Lebensdauer der
Verschleißteile beizubehalten.
Aktivieren Sie den Modus „Gemessene Lichtbogen-Spannung“, indem Sie die folgenden Einstellungen auf dem
Plasmaprozessbildschirm vornehmen. Die Einstellungen gelten auch für die Sensor THC.
Wenn sich die gemittelte Lichtbogen-Spannung plötzlich ändert, stoppt die CNC den Schneidvorgang und zeigt eine
Warnung an. Wenn beispielsweise der letzte gemittelte Spannungswert 100 V betrug und die CNC beim nächsten Mal
einen Spannungswert von 115 V ermittelt, dann ist die Differenz von 15 V ein Hinweis darauf, dass der Lichtbogen
möglicherweise von Material oder Schlacke beeinträchtigt wird. Die CNC stoppt den Vorgang, damit Sie das Problem
beheben können. Sie können den Vorgang fortsetzen, indem Sie auf „Start“ drücken.
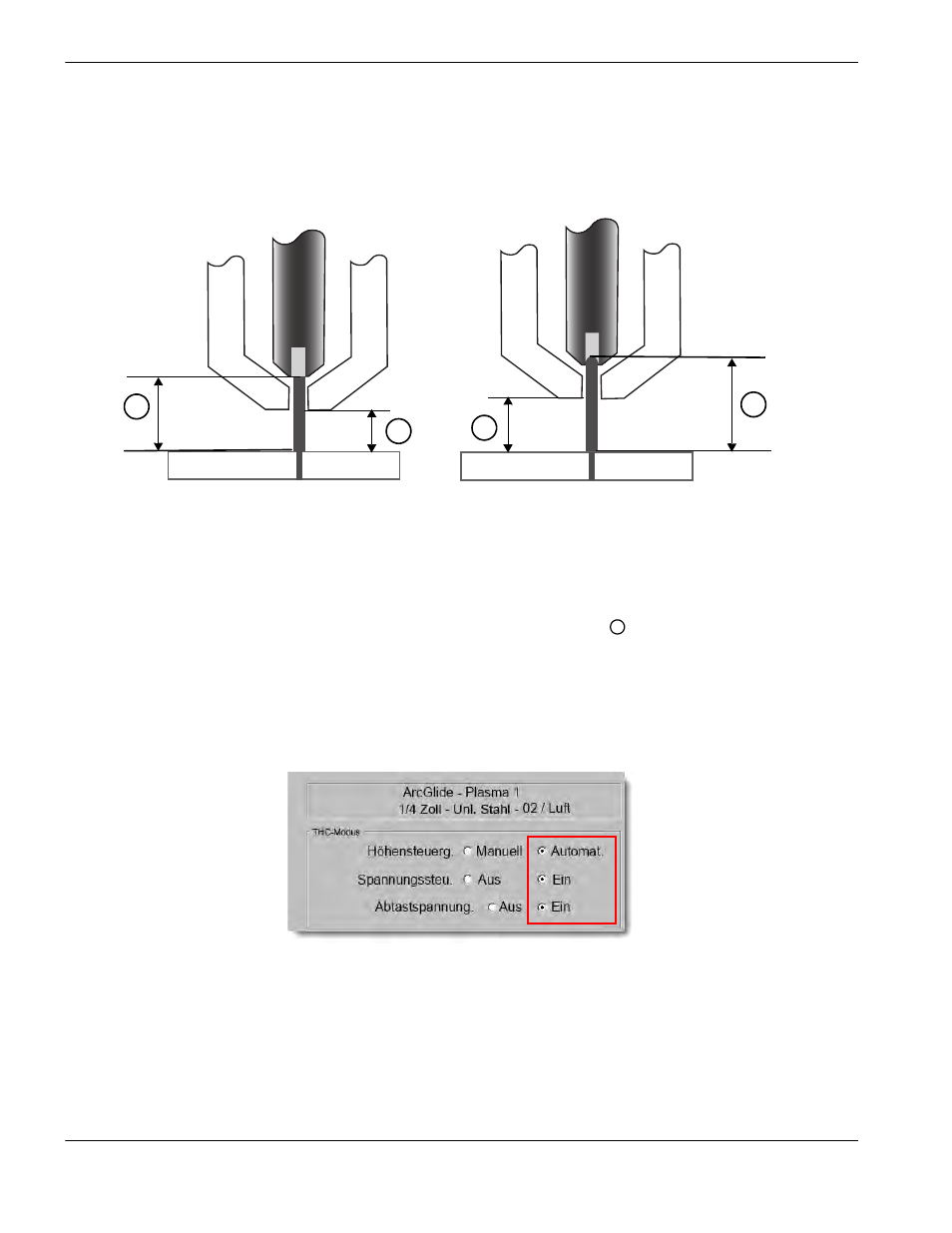
1
2
3
4
1
Plasmalichtbogen bei einer neuen Elektrode
2
Schneidhöhe laut der Schneidtabelle
3
Der Plasmalichtbogen verlängert sich entsprechend
der Elektrodenabnutzung und die
Lichtbogen-Spannung vergrößert sich.
4
Wenn die Schneidhöhe aufgrund der
Elektrodenabnutzung steigt, senkt die CNC den
Brenner ab, um eine konsistente Schneidhöhe
beizubehalten
. Wird der Modus „Gem. Lb.-Spg“
nicht verwendet, dann bewegt sich der Brenner
immer weiter aufs Werkstück zu, je mehr sich die
Elektrode abnutzt.
2