Plasma-schneidtabelle – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 141
Phoenix Software V9.76.0 Betriebsanleitung 806401
141
7 – Schneidprozesse und Schneidtabellen
Teilw. aufw.: Hebt den Brenner am Ende des Schnitts während der im Parameter „Teilweise aufwärts – Zeit“
festgelegten Dauer an.
Brenner senk. b. Schn.: Hierdurch bleibt der Ausgang für das Senken des Brenners während des gesamten
Schneidprozesses eingeschaltet.
Brenner senk. zw. Schnitt.: Hierdurch bleibt der Ausgang für das Senken des Brenners während des Verschiebens
zwischen Schnitten eingeschaltet.
Zündg.: Aktiviert den Zündungsausgang für das Zünden des Plasmabrenners. Wenn für Ihre Plasmaversorgung ein
getrenntes Zündungssignal erforderlich ist, setzen Sie „Zündung“ auf „ON“ (Ein). Andernfalls setzen Sie
sie auf „OFF“ (Aus). Hypertherm Plasmaversorgungen benötigen dieses Signal normalerweise nicht.
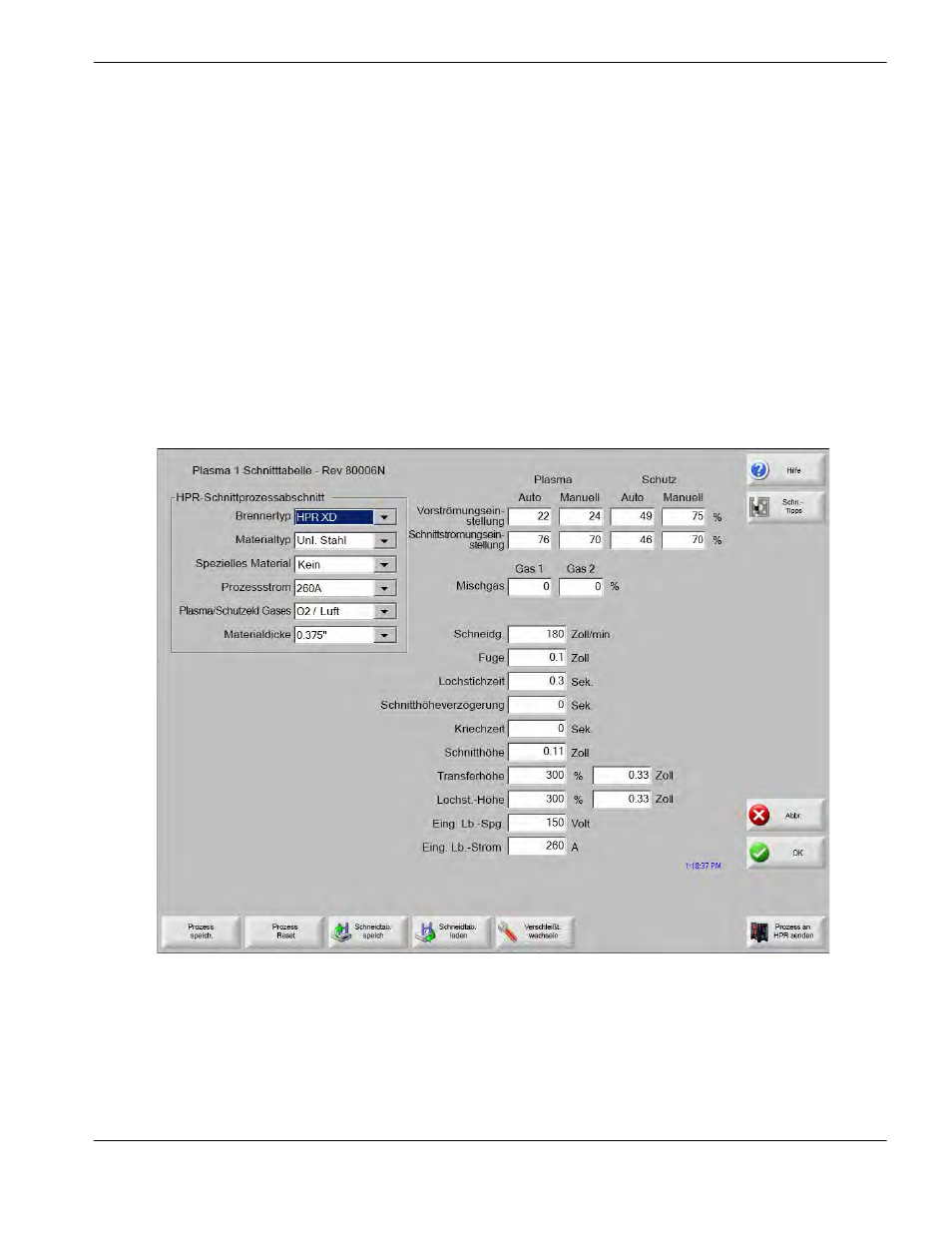
Plasma-Schneidtabelle
Jede Schneidanlage hat ihre eigenen Schneidtabellen. Für jeden Schneidprozess gibt es Schneidtabellen: Plasma,
Markierung, Laser, Autogen und Wasserstrahl.
Jede Schneidtabelle beruht auf den folgenden Prozessvariablen. Je nach gewählter Plasmaversorgung können auch noch
weitere Parameter verfügbar sein.
Brennertyp
Materialart
Spezielles Material