Spannungseinstellung (eing. lb.-spg.), Manueller modus – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 189
Phoenix Software V9.76.0 Betriebsanleitung 806401
189
8 – Brennerhöhensteuerungen
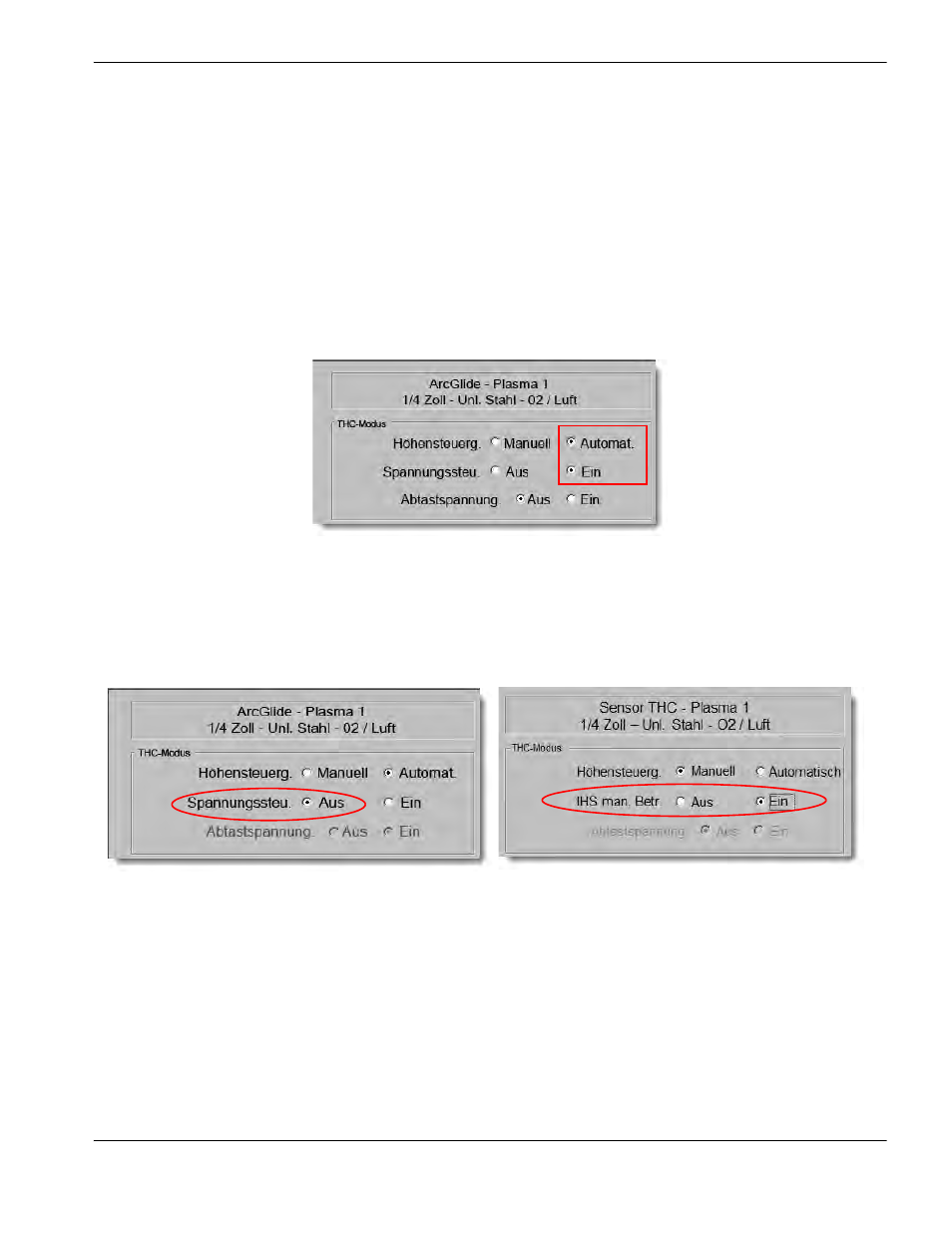
Spannungseinstellung (Eing. Lb.-Spg.)
Wählen Sie auf dem Bildschirm „Plasmaprozess“ unter „Höhensteuerung“ „Automatisch“ aus und aktivieren Sie die
Einstellung „Spannungssteuerung“ (Ein), um den Modus „Eing. Lb.-Spg“ (Spannungseinstellung) zu verwenden. Wir
empfehlen diesen Modus beim Schneiden oder Markierung dünnen Materials bei einer niedrigen Schneidhöhe; beim
Schneiden von schmutzigen, rostigen, geölten oder lackierten Werkstücken oder beim Schneiden auf einem Wassertisch
oder mit Wasserinjektion. Wenn das Schneiden beginnt, verwendet die CNC den Spannungseinstellungswert aus der
Schneidtabelle und vergleicht diesen mit der tatsächlichen Lichtbogen-Spannung. Wenn die tatsächliche
Lichtbogen-Spannung höher als die Spannungseinstellung ist, wird der Brenner abgesenkt. Wenn die tatsächliche
Lichtbogen-Spannung niedriger als die Spannungseinstellung ist, wird der Brenner angehoben. Sie können im Modus
„Eing. Lb.-Spg“ die Spannungseinstellung beim Schneiden ändern oder Spannungs-Offsets für jede Station im
Schneidsystem verwenden. Näheres erfahren Sie im Abschnitt
Vorgänge zum Ändern der Spannungseinstellung auf
Spannungssteu. aus – ArcGlide THC oder IHS man. Betr. – Sensor THC
Wir empfehlen diesen Modus zum Längsschneiden oder Schneiden von einzelnen, einfachen Teile oder Restmengen. Die
THC führt den Positionierungsablauf vor dem Schneiden durch und bewegt sich anschließend auf die Schneidhöhe aus
der Schneidtabelle. Wenn das Schneiden beginnt, behält die THC die Schneidhöhe bei, ohne die Lichtbogen-Spannung
zu kontrollieren.
Manueller Modus
Wir empfehlen diesen Modus fürs Längsschneiden, für die Kalibrierung der Lichtbogen-Spannung oder für Schnitte, bei
denen die Schnittqualität nicht an vorderster Stelle steht. Der manuelle Modus verwendet weder die Kontrollfunktion für
die Lichtbogen-Spannung noch jedwede automatische Bewegungsfunktion der Höhenverstellung. Sie können die
Höhenverstellung nur durch die Schalter „UP“ und „DOWN“ an der ArcGlide THC HMI, den Tasten „Raise“ und „Lower“
an der Bedienungskonsole der EDGE Pro CNC oder durchs Aktivieren der Eingänge „Raise Torch #” oder „Lower Torch
#“ bewegen. Positionieren Sie den Brenner, wie oben beschrieben, auf der Höhe, die Sie als Schneidhöhe verwenden
möchten, über dem Werkstück. Stellen Sie sicher, dass der Brenner nah genug am Werkstück ist, um eine
Lichtbogenübertragung sicherzustellen.