Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 181
Phoenix Software V9.76.0 Betriebsanleitung 806401
181
7 – Schneidprozesse und Schneidtabellen
Lochst.-Typ: Wählen Sie eine dieser Vorschub-Lochstechtechniken: Dynamisch, kreisförmig, Wackel; oder wählen
Sie stationäres Lochstechen. Alle Schnitte im Teileprogramm verwenden diesen Lochstechtyp. Mit dem
Vorschub-Lochstechen wird ein wesentlich schnellerer Schnitt durch das Material erzielt, weil die
Maschinenbewegung abtragendes Material und Ablagerungen beseitigt. Informationen zu allen
Lochstechtypen finden Sie unter
Wasserstrahl-Lochstechtypen auf Seite 169.
Lochst.-Zeit: Legt die Zeit fest, während der der Lochstechtyp im Einsatz ist. Die Lochstechzeit beginnt, nachdem
die CNC den M07-Code (Schneiden ein) im Teileprogramm ausgeführt hat und sowohl die
Schleifen-Durchfluss-Verzögerung und die Lochstech-Bewegungsverzögerung verstrichen sind.
Lochst.-Geschw.: Legt die Geschwindigkeit für folgende Vorschub-Lochstechungen fest: Dynamisch, kreisförmig und
Wackel. Die Lochstech-Geschwindigkeit ist normalerweise viel geringer als die Schnittgeschwindigkeit.
Lochst.-Versatz: Definiert den Durchmesser des kreisförmigen Lochstechens oder die Länge des
Wackel-Lochstechens.
Niederdruck-Lochst.: Der vorgegebene Lochstech-Wasserdruck-Sollwert. Bei der Niederdruck-Lochung wird
ein niedriger Schneiddruck während des gesamten oder einem Teil des Lochstechens verwendet.
Die Niederdruck-Lochung kann für jeden Lochstechtyp verwendet werden. Die Anlage verwendet für
die Dauer der Niederdruck-Lochstechzeit niedrigen Druck (normalerweise ca. 25 % des Schneiddrucks).
Wenn die Niederdruck-Lochung aktiviert ist (Ein), aktiviert die CNC den Niederdruck-Lochstechausgang
für die Dauer der Niederdruck-Lochstechzeit.
Verwenden Sie die Niederdruck-Lochung für das Schneiden in ein geschichtetes Werkstück, z. B. ein
Spiegel, der aus einer Glas- und Metallschicht besteht. Hierbei erfolgt das Lochstechen von Glas bei
niedrigem Druck und anschließend das Lochstechen von Metall mit Schneiddruck.
Damit die CNC die Einstellung der Niederdruck-Lochung an die Pumpe senden kann,
muss die Pumpe mit einer elektronischen proportionalen Drucksteuerung ausgerüstet
sein. Wenn die Pumpe eine duale manuelle Drucksteuerung hat, zeigt der Schneiddruck
die empfohlene Einstellung an, die manuell an der Pumpe vorgenommen werden muss.
Weitere Informationen hierzu finden Sie in der Betriebsanleitung der Pumpe.
Niederdr.-Lochst.-Zeit: Dieser Timer beginnt zur gleichen Zeit wie die Lochstechzeit und misst die Dauer des
Pumpenbetriebs auf dem Sollwert der Niederdruck-Lochung für den Wasserdruck.
Schneidhöhe:
Entspricht der Höhe der Düsenspitze über dem Werkstück. Legen Sie die Schneidhöhe auf eine
der folgenden Weisen fest:
Verwenden Sie eine Fühlerlehre und bewegen Sie den Schneidkopf manuell bis zur Schneidhöhe für den Auftrag.
Verwenden Sie den Kopf-Absenktimer, um den Schneidkopf auf die Schneidhöhe abzusenken.
Der Kopf-Absenktimer erfordert möglicherweise eine Feineinstellung, um die richtige Höhe zu erreichen.
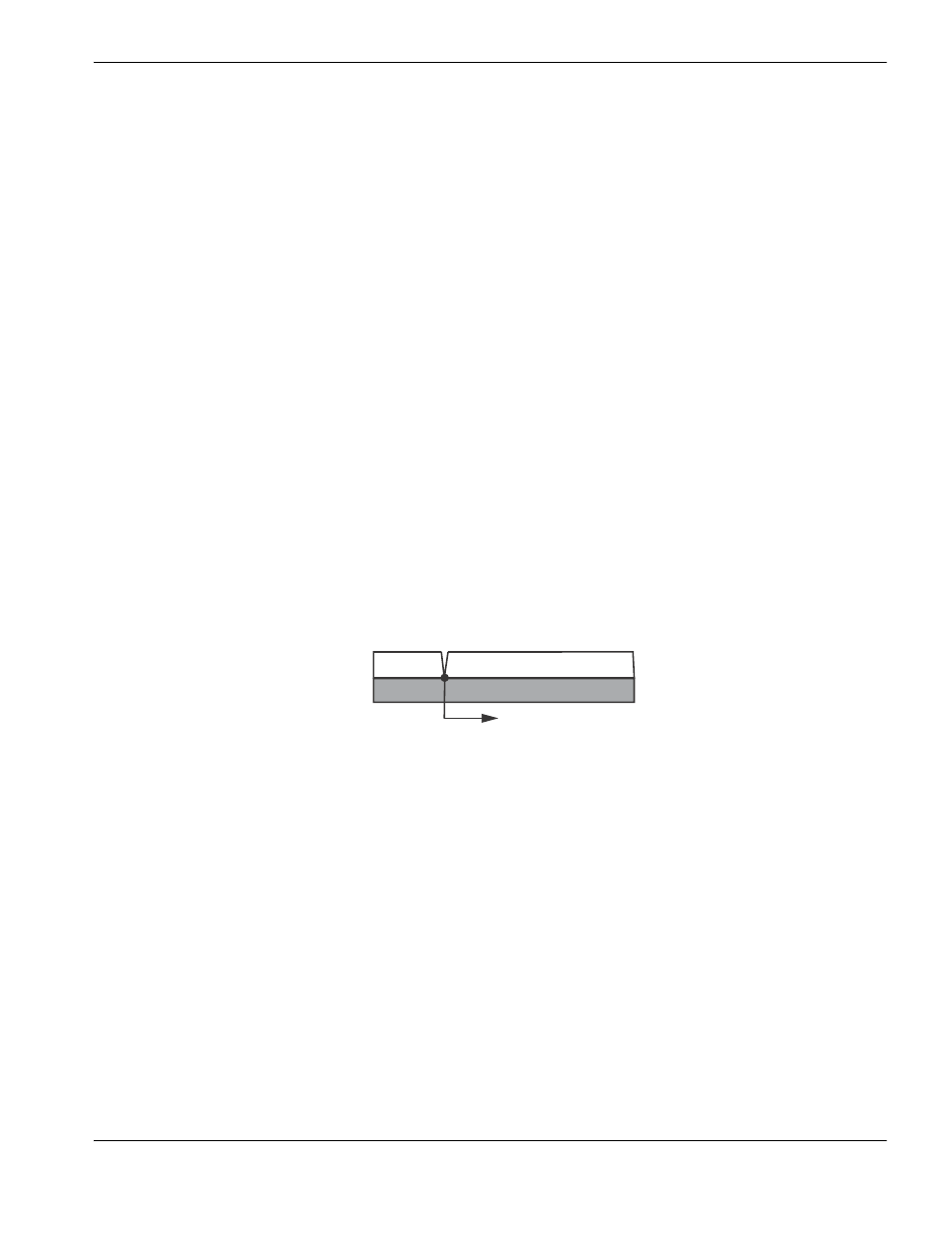
Einsatz der Niederdruck-Lochung
zum Schneiden durch die obere
Schicht (Glas)
Das Lochstechen wird durch die untere
Schicht (Metall) mit Schneiddruck
fortgesetzt.
Schnittrichtung
Seitenansicht des Materials