Betriebsmodi der arcglide thc und sensor thc, Automatische modi, Modus „gemessene lichtbogen-spannung – Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 187
Phoenix Software V9.76.0 Betriebsanleitung 806401
187
8 – Brennerhöhensteuerungen
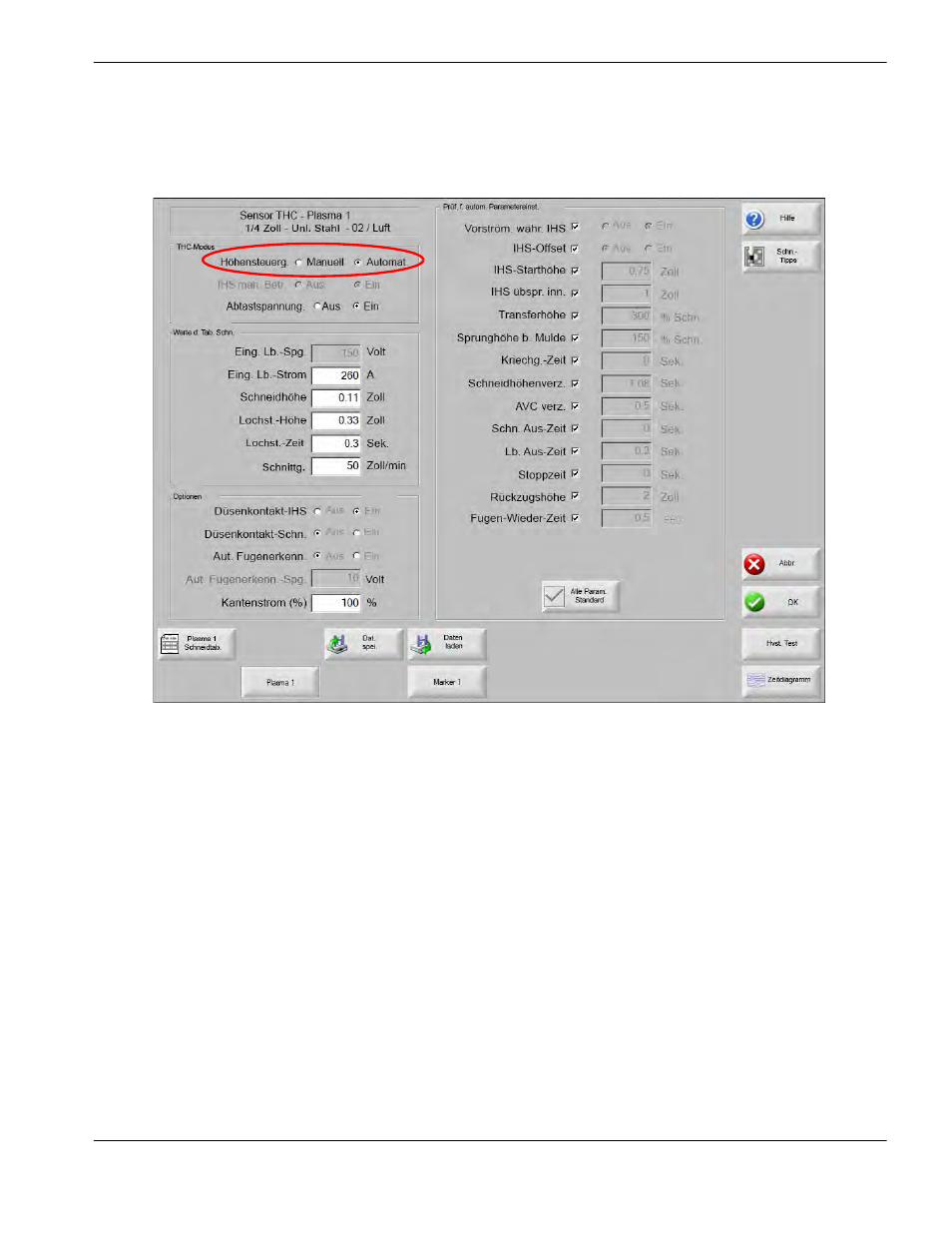
Betriebsmodi der ArcGlide THC und Sensor THC
Über „Konfig.“ > „Prozess“ gelangen Sie auf den Bildschirm „Plasmaprozess“. Wählen Sie dort den gewünschten
Betriebsmodus aus. Die Auswahl des Modus „Automatisch“ oder „Manuell“ gilt auch für die Sensor THC.
Automatische Modi
Die THC führt in allen automatischen Modi eine Anfangshöhenabtastung (siehe Seite 193) durch und fährt anschließend
auf die Transferhöhe zurück. Auf die Zündung des Brenners folgt die Übertragung des Plasmalichtbogens zum
Werkstück. Anschließend wird der Brenner auf die Lochstechhöhe bewegt, die für die Dauer der Lochstechzeit
beibehalten wird. Während dieses Ablaufs vor dem Schneiden ist die Brennerhöhensteuerung deaktiviert und die
Lichtbogen-Spannung wird nicht durch die CNC kontrolliert. Wenn die Lochstechzeit abgelaufen ist, beginnt der
Vorschub und die CNC beginnt nach der AVC-Verzögerung (Automatic Voltage Control), und wenn die
Schnittgeschwindigkeit der Programmgeschwindigkeit entspricht, mit der Überwachung der Lichtbogen-Spannung.
Modus „Gemessene Lichtbogen-Spannung“
Verwenden Sie den Modus „Gemessene Lichtbogen-Spannung“ so oft wie möglich, um über die Lebensdauer der
Verschleißteile eine konsistente Schnittqualität zu erreichen. Wenn das Schneiden beginnt, ermittelt die CNC mehrere
Messwerte der Lichtbogen-Spannung und mittelt diese Werte. Sie verwendet anstelle des Werts auf dem
Prozessbildschirm den gemittelten Wert als Spannungseinstellung und vergleicht den gemittelten Wert mit der
tatsächlichen Lichtbogen-Spannung. Wenn die tatsächliche Lichtbogen-Spannung höher als die Spannungseinstellung
ist, wird der Brenner abgesenkt. Wenn die tatsächliche Lichtbogen-Spannung niedriger als die Spannungseinstellung ist,
wird der Brenner angehoben.