Hypertherm Phoenix V9.76.0 Benutzerhandbuch
Seite 150
150
Phoenix Software V9.76.0 Betriebsanleitung 806401
7 – Schneidprozesse und Schneidtabellen
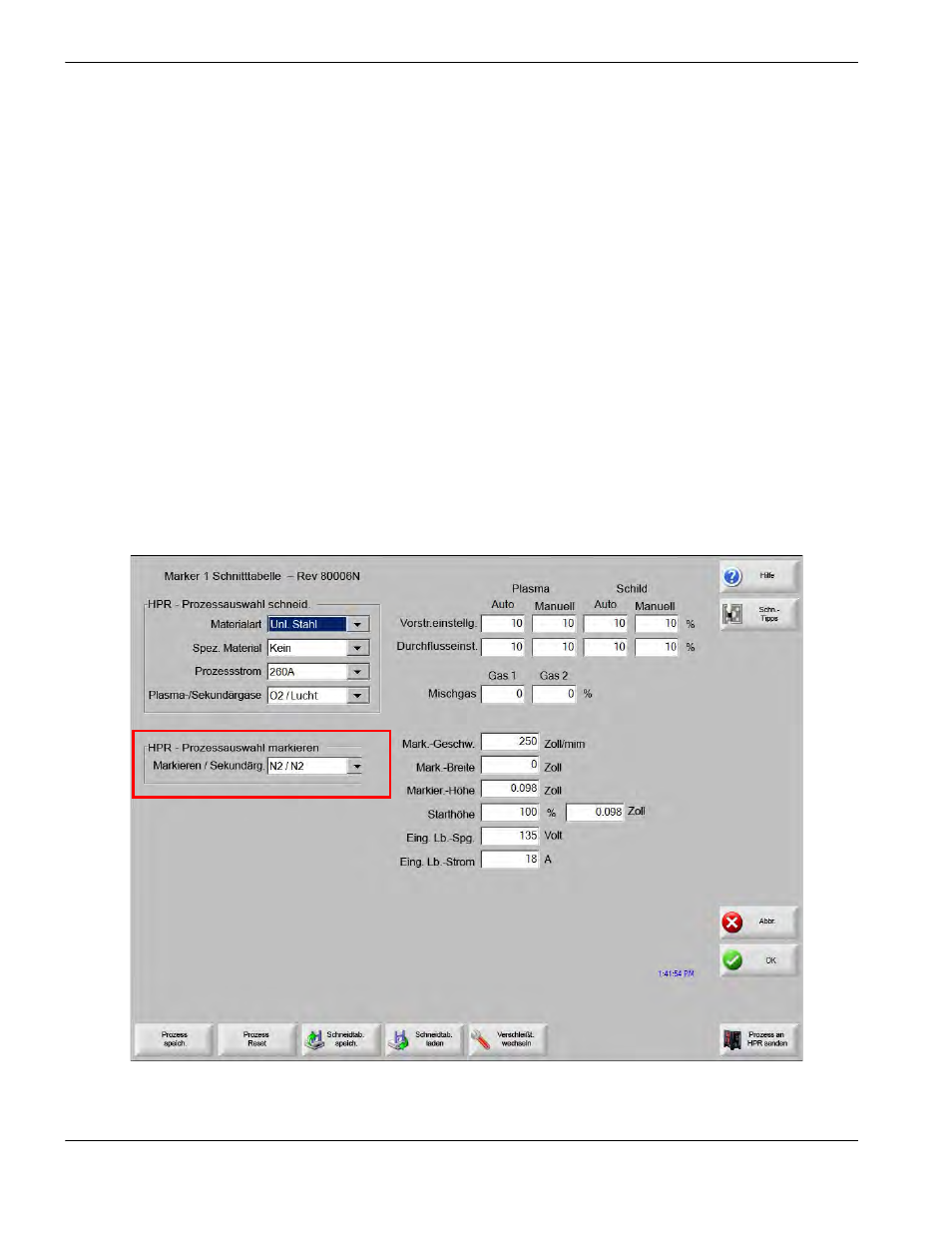
Markier.-Höhe: Stellt die Höhe über dem Werkstück ein, um den Markierer zu positionieren.
Starthöhe: Geben Sie einen Prozentsatz der Markierungshöhe ein, um den Markierer vor Beginn des
Markierungsvorgangs über der Markierungshöhe zu positionieren.
Eing. Lb.-Spg.: Geben Sie die für das gewählte Material gewünschte Lichtbogen-Spannung ein. Dies ist Teil der
automatischen Spannungssteuerung (AVC) Auto-Höhe. Im Allgemeinen gilt: Je höher die
Lichtbogen-Spannung eingestellt wird, desto weiter ist der Brenner während des Schneidvorgangs
von der Platte entfernt.
Eing. Lb.-Strom: Dies ist der Wert für den Plasmalichtbogen-Strom. Geben Sie die notwendige Stromstärke ein,
um das Material zu schneiden. Dieser Wert erscheint auch auf dem Prozess-Bildschirm. Dieser Parameter
kann nur bei Plasmaanlagen verwendet werden, die mit der CNC kommunizieren.
Verwenden von Verschleißteilen für Schneiden zum Markieren
Bei HPR- oder HPRXD-Plasmaversorgungen können Sie für Schneiden und Markieren dieselben Verschleißteile
verwenden. Die CNC nimmt an, dass Sie, wenn Sie sowohl für Plasma- als auch Markierungsprozess dieselbe
Plasmaanlage gewählt haben, auch dieselben Verschleißteile verwenden.
Wenn Sie die Markierungs-Schneidtabelle öffnen, werden unter „HPR - Prozessauswahl schneid.“ dieselben
Prozessvariablen angezeigt. Sie können die Schneidprozessauswahl-Variablen für den Markierungsprozess nicht ändern,
aber Sie können die Markierungs-/Sekundärgase und andere Markierungsparameter je nach Markierungsprozess ändern.