Legierter stahl, Plasma f5 / n, Schutzschild 80 a schneiden – Hypertherm HPR260 Manual Gas Benutzerhandbuch
Seite 103
BEDIENUNG
HPR260 Manuell-Gas
Betriebsanleitung
4-19
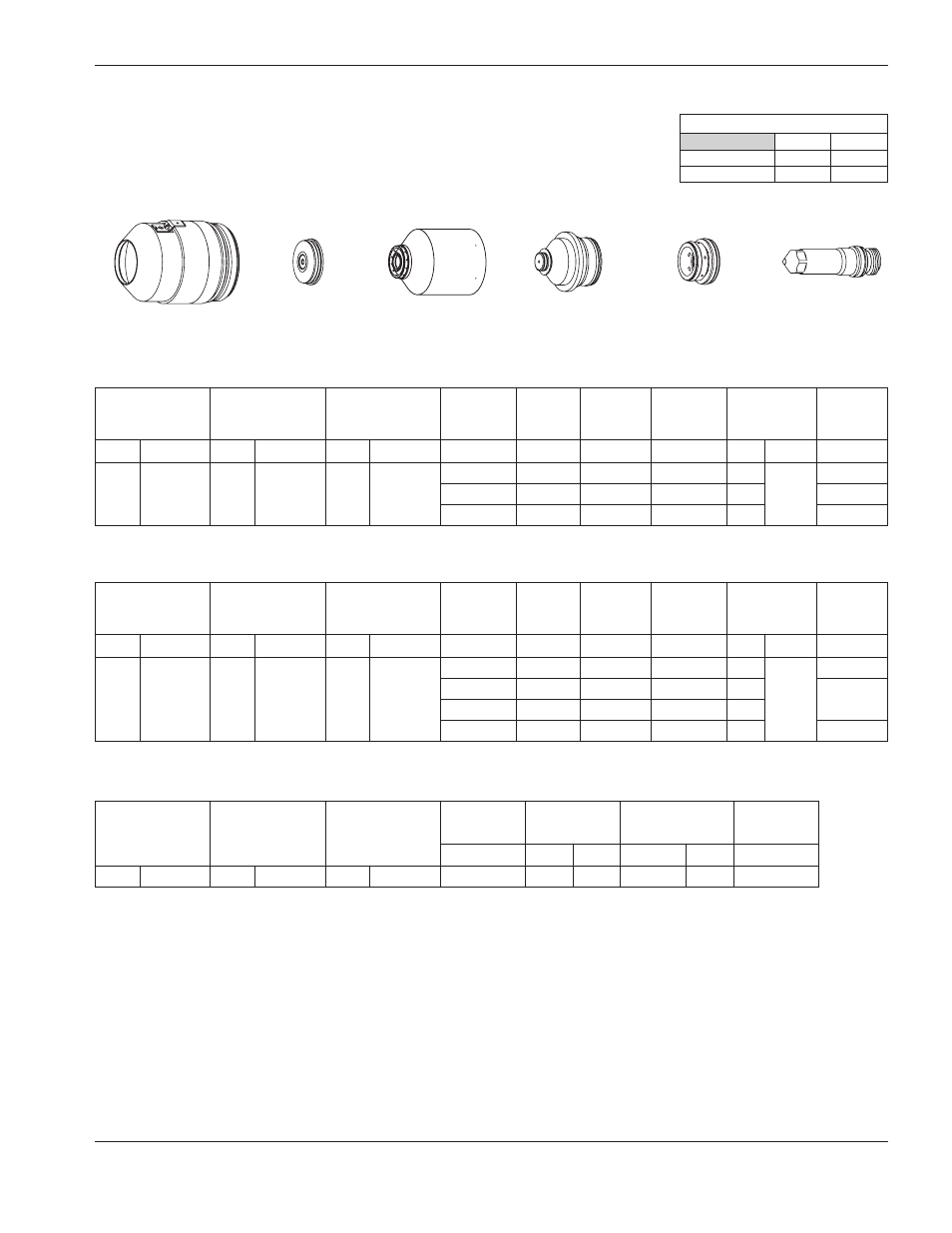
Legierter Stahl
Plasma F5 / N
2
Schutzschild
80 A Schneiden
1
220338
220173
220339
220304
220179
220337
Metrisches Maßsystem
Englisches Maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen-
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm Faktor % Sekunden
F5
N
2
35
30
60
45
4
108
3,0
2180
4,5
150
0,2
6
112
2,5
1225
3,8
0,3
10
120
3,0
560
4,5
0,5
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen-
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
Zoll
V
Zoll
Zoll/min
Zoll Faktor % Sekunden
F5
N
2
35
30
60
45
0.135
108
0.120
105
0.180
150
0.2
3/16
110
0.110
60
0.170
0.3
1/4
112
0.100
45
0.150
3/8
120
0.120
25
0.180
0.5
Durchflussmengen – l/min / scfh
F5
N
2
Vorströmung
0 / 0
67 / 142
Betriebsdurchfluss
31 / 65
55 / 116
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
A
mm
Zoll
mm/min
Zoll/min
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
95
Markierung