Hypertherm HPR260 Manual Gas Benutzerhandbuch
Seite 94
4
BEDIENUNG
4-10
HPR260 Manuell-Gas
Betriebsanleitung
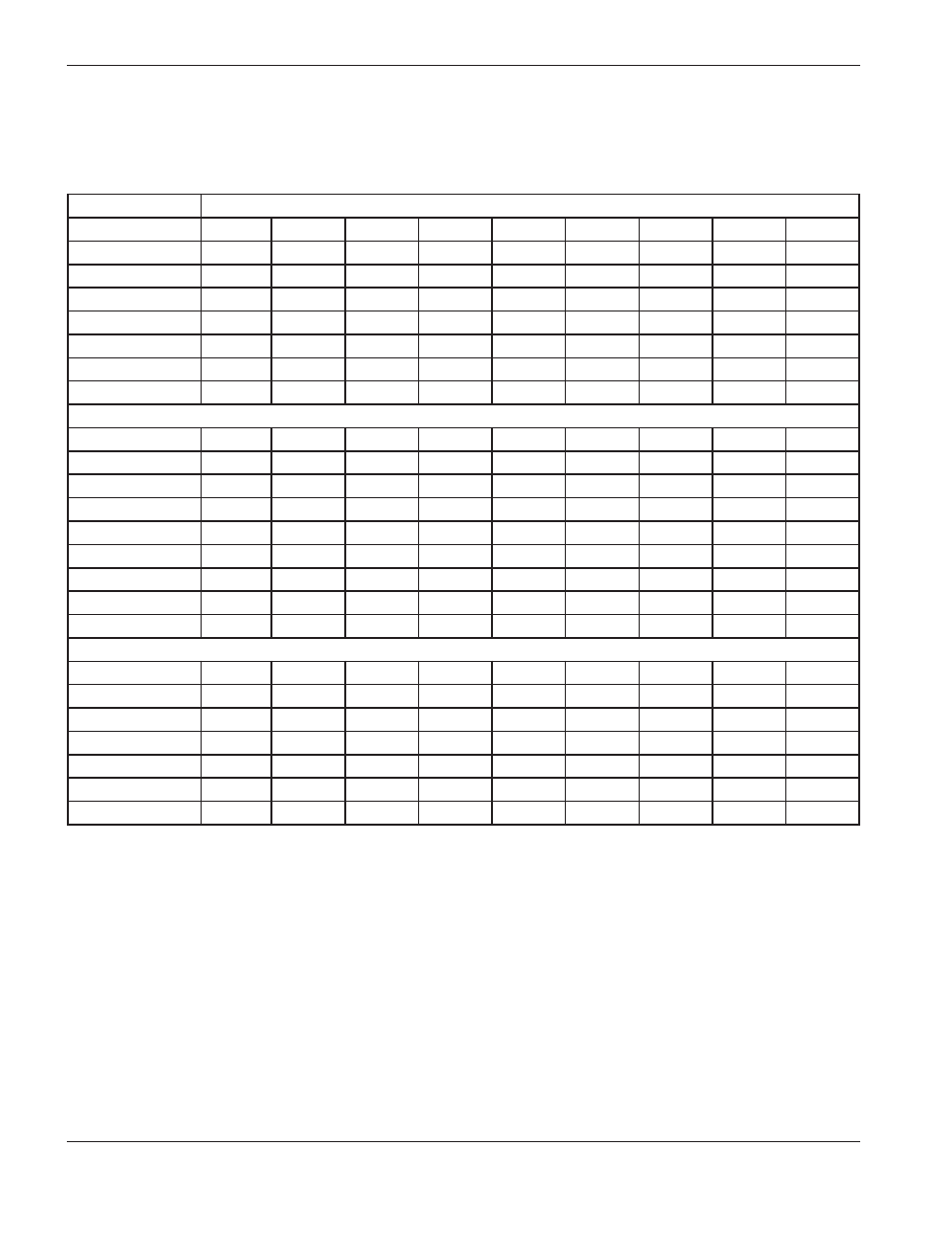
Englisches Maßsystem
Dicke (Zoll)
Prozess
0.060
0.135
1/4
3/8
1/2
3/4
1
1-1/4
1-1/2
Unlegierter Stahl
260 A O
2
/ Luft
0.100
0.110
0.135
0.150
0.170
0.175
200 A O
2
/ Luft
0.086
0.089
0.116
130 A O
2
/ Luft
0.071
0.080
0.083
0.104
0.135
80 A O
2
/ Luft
0.054
0.068
0.075
50 A O
2
/ O
2
0.060
0.073
0.073
30 A O
2
/ O
2
0.053
0.057
Legierter Stahl
260 A N
2
/ Luft
0.100
0.120
0.130
260 A H35 / N
2
0.150
0.160
0.170
200 A N
2
/ N
2
0.085
0.090
0.115
200 A H35 / N
2
0.145
0.150
0.155
130 A H35 / N
2
0.107
0.109
0.114
130 A N2 / N
2
0.072
0.074
0.095
80 A F5 / N
2
0.047
45 A F5 / N
2
0.023
0.015
0.021
45 A N
2
/ N
2
0.019
0.009
0.006
Aluminium
260 A N
2
/ Luft
0.120
0.120
0.130
260 A H35 / N
2
0.110
0.130
0.140
200 A N
2
/ N
2
0.080
0.090
0.105
200 A H35 / N
2
0.105
0.115
0.130
130 A H35 / N
2
0.107
0.109
0.114
130 A Luft / Luft
0.082
0.082
0.086
45 A Luft / Luft
0.042
0.043
0.049
Geschätzte Schnittfugen-Breitenkompensation – forts.