Fasenschneiden von rostfreiem stahl plasma n, Luft schutzschild 260 a – Hypertherm HPR260 Manual Gas Benutzerhandbuch
Seite 238
4
ANHANG C – FASENSCHNEIDEN
HPR260 Manuell-Gas
Betriebsanleitung
c-9
220609
220398
220606
220608
220405
220607
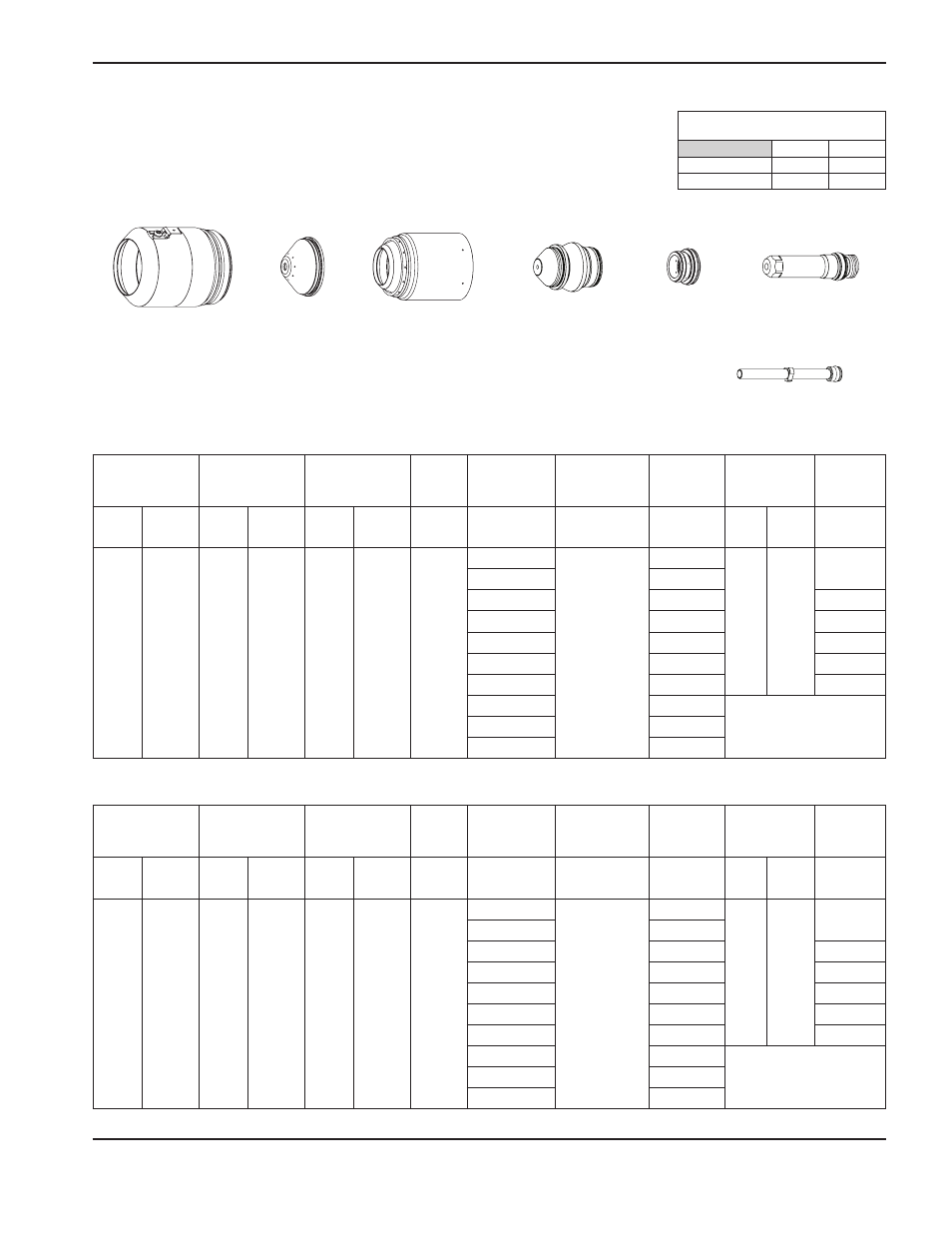
Fasenschneiden von rostfreiem Stahl
Plasma N
2
/ Luft Schutzschild
260 A
Anmerkung: Der Fasenwinkelbereich liegt zwischen 0° und 45°. Das Wasserrohr 220571
muss für diese Fasenverschleißteile verwendet werden.
Metrisches Maßsystem
Englisches Maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
abstand
Äquivalente
Materialstärke
Abstand Brenner
zum Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma
Sekundär-
gas
Plasma
Sekundär-
gas
Plasma
Sekundär-
gas
mm
mm
mm
mm/m
mm Faktor % Sekunden
N
2
Luft
11
75
75
82
2,0
6
3,8 – 10,0
6375
7,5
200
0,3
10
3440
12
2960
0,4
15
2520
0,5
20
1590
0,6
25
1300
0,8
32
875
1,0
38
515
Kantenstart
44
365
50
180
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
abstand
Äquivalente
Materialstärke
Abstand Brenner
zum Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma
Sekundär-
gas
Plasma
Sekundär-
gas
Plasma
Sekundär-
gas
Zoll
Zoll
Zoll
Zoll/min
Zoll Faktor % Sekunden
N
2
Luft
11
75
75
82
0.08
1/4
0.150 – 0.400
240
0.300
200
0.3
3/8
140
1/2
110
0.4
5/8
95
0.5
3/4
70
0.6
1
50
0.8
1-1/4
35
1.0
1-1/2
20
Kantenstart
1-3/4
14
2
6
Durchflussmengen – l/m bei
19 mm-Einstellung
N
2
Luft
Vorströmung
127 / 270
0 / 0
Betriebsdurchfluss 54 / 114
116 / 245