Tabellen für das schneiden, Luft sekundärgas 130 a – Hypertherm HPR260 Manual Gas Benutzerhandbuch
Seite 233
4
ANHANG C – FASENSCHNEIDEN
c-4
HPR260 Manuell-Gas
Betriebsanleitung
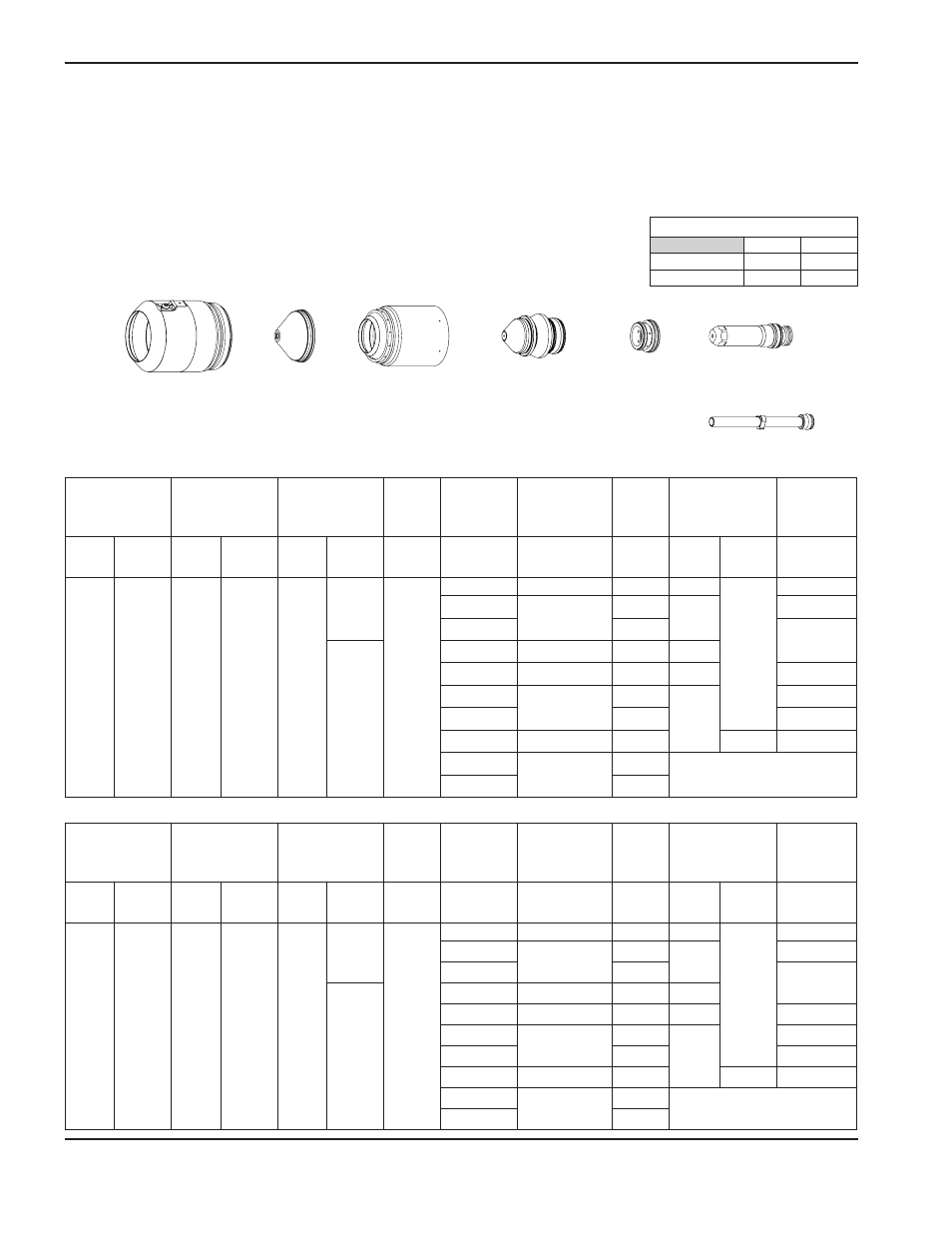
Fasenschneiden von unlegiertem Stahl
Plasma O
2
/ Luft Sekundärgas
130 A
Durchflussmengen – l/m bei
O
2
Luft
Vorströmung
0 / 0
64 / 135
Betriebsdurchfluss
33 / 70
45 / 96
220645
220398
220649
220603
220179
220646
Anmerkung: Der Fasenwinkelbereich liegt zwischen 0° und 45°. Das Wasserrohr 220571
muss für diese Fasenverschleißteile verwendet werden.
Metrisches Maßsystem
Englisches Maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
abstand
Äquivalente
Materialstärke
Abstand Brenner
zum Werkstück
Schneid-
geschwin
dig keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
mm
mm
mm
mm/m
mm
Faktor %
Sekunden
O
2
Luft
15
23
80
30
2,0
3
2,5 – 8,6
6505
5,0
200
0,1
4
2,8 – 8,6
5550
5,6
0,2
6
4035
0,3
23
10
3,0 – 8,6
2680
6,0
12
3,3 – 8,6
2200
6,6
0,5
15
3,8 – 8,6
1665
7,6
0,7
20
1050
1,0
25
4,0 – 8,6
550
190
1,8
32
4,5 – 8,6
375
Kantenstart
38
255
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Mindest-
abstand
Äquivalente
Materialstärke
Abstand Brenner
zum Werkstück
Schneid-
geschwin
dig keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
mm
Zoll
Zoll
Zoll/min
Zoll
Faktor %
Sekunden
O
2
Luft
15
23
80
30
0,080
0.135
0.100 – 0.340
240
0.200
200
0.1
3/16
0.110 – 0.340
190
0.220
0.2
1/4
150
0.3
23
3/8
0.120 – 0.340
110
0.240
1/2
0.130 – 0.340
80
0.260
0.5
5/8
0.150 – 0.340
60
0.300
0.7
3/4
45
1.0
1
0.160 – 0.340
20
190
1.8
1-1/4
0.180 – 0.340
15
Kantenstart
1-1/2
10
Tabellen für das Schneiden
Die in den Tabellen für das Schneiden aufgelisteten Anfangslochstechhöhen und Lochstechverzögerungszeiten gelten
für gerade Schnitte. Kantenstart gibt an, dass die Materialstärken außerhalb des Bereiches für die Lochstechung liegen.
Diese Stärken können nur unter Verwendung von Kantenstarts geschnitten werden.