Unlegierter stahl, Plasma o, Schutzschild 50 a schneiden – Hypertherm HPR260 Manual Gas Benutzerhandbuch
Seite 96
BEDIENUNG
4-12
HPR260 Manuell-Gas
Betriebsanleitung
4
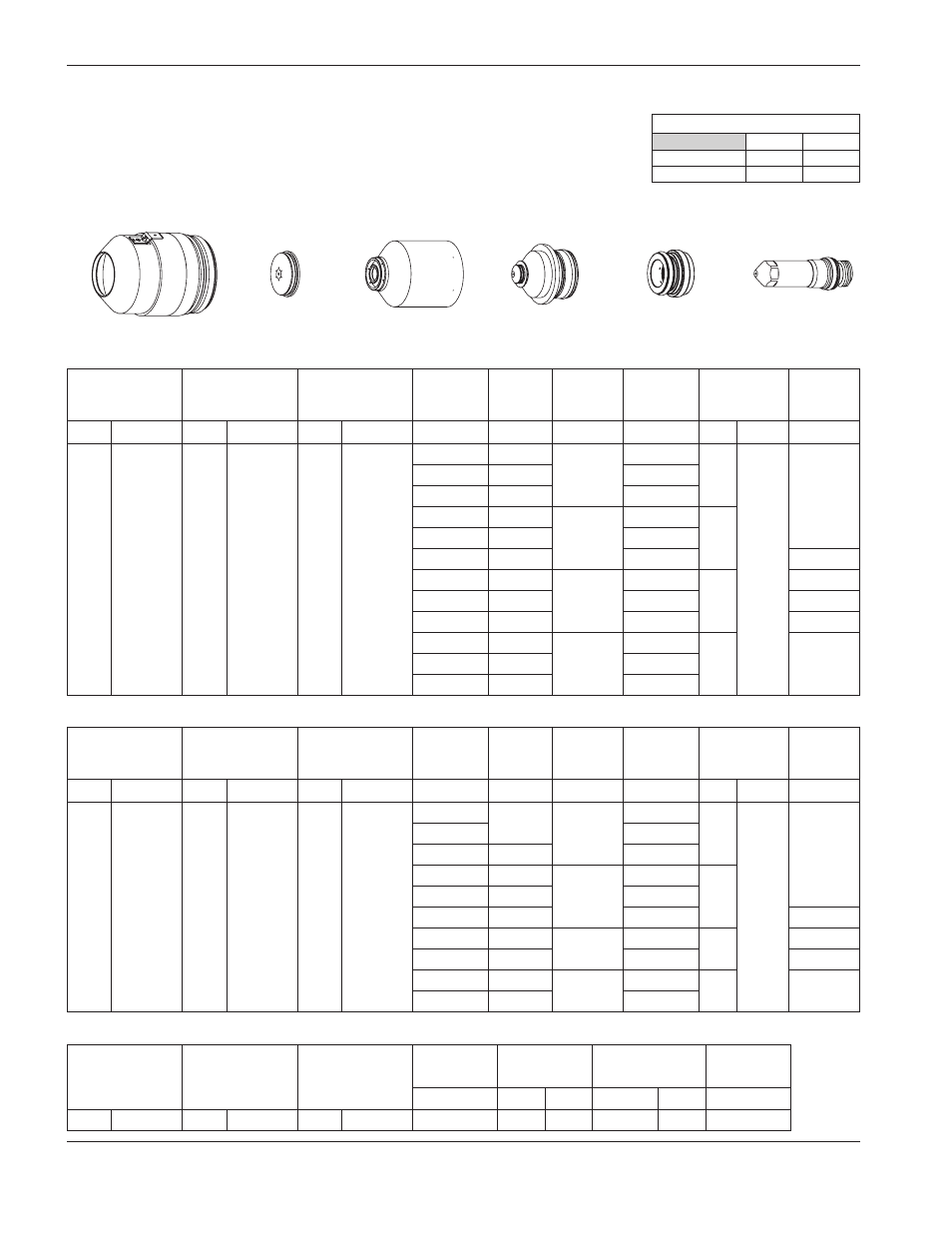
Unlegierter Stahl
Plasma O
2
/ O
2
Schutzschild
50 A Schneiden
220555
220173
220552
220313
220553
220554
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen-
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm Faktor % Sekunden
O
2
Luft
70
30
75
15
0,8
110
1,0
6500
2,0
200
0,0
1
111
5000
1,2
112
4150
1,5
114
3200
2,6
2
115
2700
2,5
117
2200
0,1
3
119
1800
3,0
0,2
4
121
1400
0,3
5
122
1200
0,4
6
126
950
4,0
0,5
7
128
780
8
130
630
Metrisches Maßsystem
Englisches Maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen-
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech-
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
Zoll
V
Zoll
Zoll/min
Zoll Faktor % Sekunden
O
2
Luft
70
30
75
15
0.030
110
0.110
270
0.08
200
0.0
0.036
210
0.048
112
160
0.060
114
125
0.10
0.075
115
110
0.105
118
80
0,1
0.135
120
60
0.12
0,2
3/16
121
50
0,3
1/4
125
35
0.16
0,5
5/16
130
25
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen-
Spannung
A
mm
Zoll
mm/min
Zoll/min
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
118
Markierung
Anmerkung: Für den Einsatz dieses Verfahrens muss Luft angeschlossen sein. Sie wird als Vorströmungsgas
verwendet.
Durchflussmengen – l/min / scfh
O
2
Luft
Vorströmung
0 / 0
43 / 90
Betriebsdurchfluss
25 / 52
0 / 0