HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 29
I - 2 Arbeiten mit dem POSITIP Erste Schritte
30
Benutzer-Anleitung
POSITIP 855
Y
X
1
2
3
4
60
30
20
50
0
0
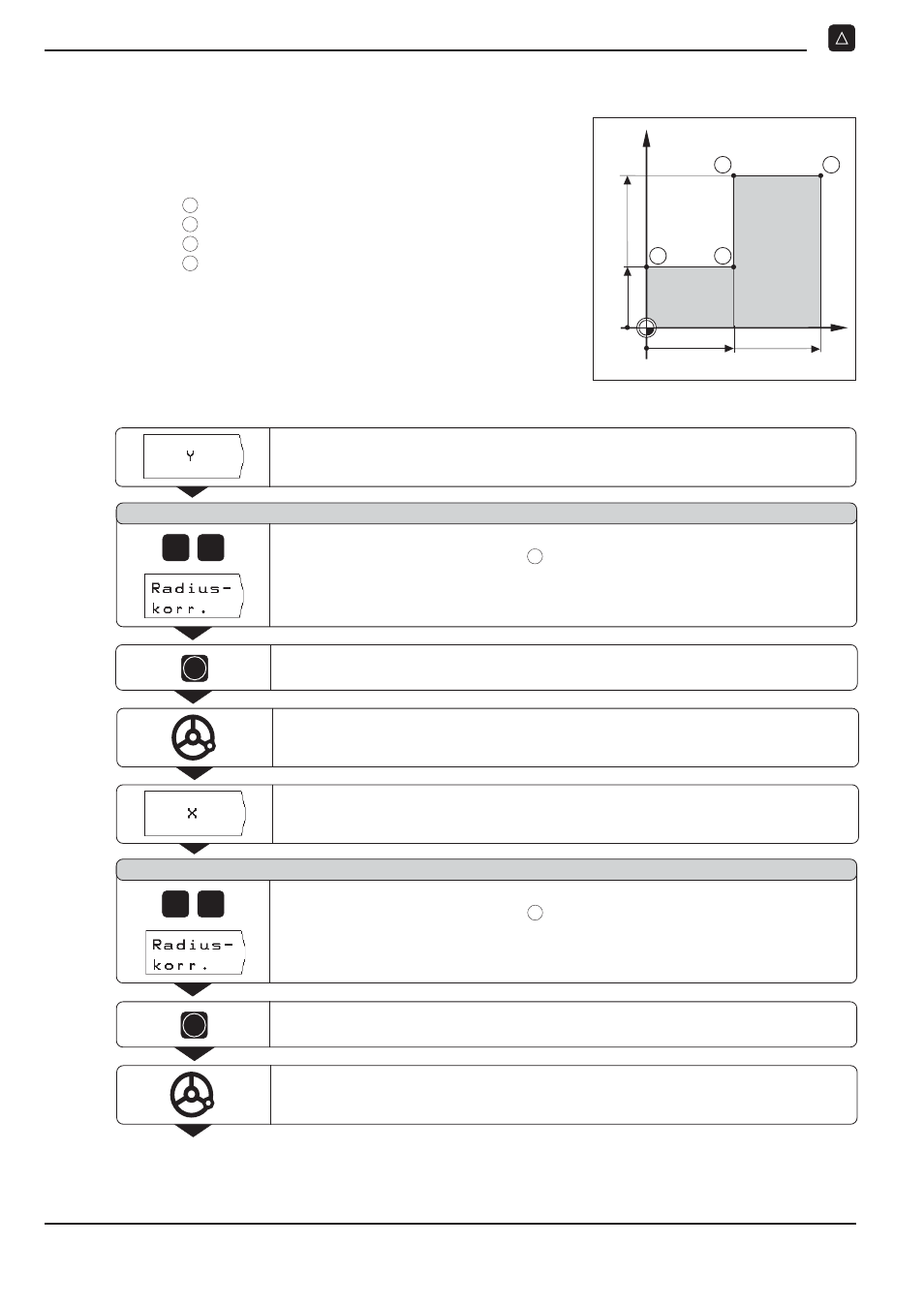
Positionen anzeigen und anfahren
Beispiel: Stufe fräsen durch Fahren auf Null
Die Koordinaten werden als Absolutmaße eingegeben,
Bezugspunkt ist der Werkstück-Nullpunkt.
Eckpunkt
1
X = 0 mm Y = 20 mm
Eckpunkt
2
X = 30 mm Y = 20 mm
Eckpunkt
3
X = 30 mm Y = 50 mm
Eckpunkt
4
X = 60 mm Y = 50 mm
Vorbereitung:
ä Geben Sie die Werkzeug-Daten ein.
ä Positionieren Sie das Werkzeug sinnvoll vor
(z.B. X = Y = 20 mm).
ä Fahren Sie das Werkzeug auf die Frästiefe.
Betriebsart: RESTWEG
Y-Achse wählen.
ENT
Positions-Sollwert übernehmen.
Die grafische Positionierhilfe wird für die Y-Achse angezeigt.
Y-Achse auf Anzeigewert Null fahren.
Das Kästchen der grafischen Positionierhilfe ist
zwischen den Marken zentriert.
X-Achse wählen.
X-Achse auf Anzeigewert Null fahren.
Das Kästchen der grafischen Positionierhilfe ist
zwischen den Marken zentriert.
0
3
P o s i t i o n s - S o l l w e r t ?
ENT
Positions-Sollwert übernehmen.
Die grafische Positionierhilfe wird für die X-Achse angezeigt.
Positions-Sollwert für Eckpunkt
2
eingeben: X = + 30 mm
und
Werkzeugradius-Korrektur wählen: R
0
P o s i t i o n s - S o l l w e r t ?
Positions-Sollwert für Eckpunkt
1
eingeben: Y = + 20 mm
und
Werkzeugradius-Korrektur wählen: R +
2