Programmteil-wiederholung – HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 66
I - 4 POSITIP programmieren
POSITIP 855
Benutzer-Anleitung
67
Unterprogramme und Programmteil-Wiederholungen
Programmteil-Wiederholung
Eine Programmteil-Wiederholung geben Sie ähnlich wie ein
Unterprogramm ein. Das Ende des Programmteils ist durch
den Befehl zur Wiederholung gekennzeichnet.
Label 0 wird also nicht gesetzt.
Anzeige des CALL LBL-Satzes bei einer Programmteil-Wiederholung
Am Bildschirm steht z.B. CALL LBL 1 REP 10 / 10 .
Die beiden Zahlen mit dem Schrägstrich zeigen an, daß es sich
um eine Programmteil-Wiederholung handelt.
Die Zahl vor dem Schrägstrich ist der eingegebene Wert für
die Anzahl der Wiederholungen.
Die Zahl hinter dem Schrägstrich gibt beim Abarbeiten die
Anzahl der noch verbleibenden Wiederholungen an.
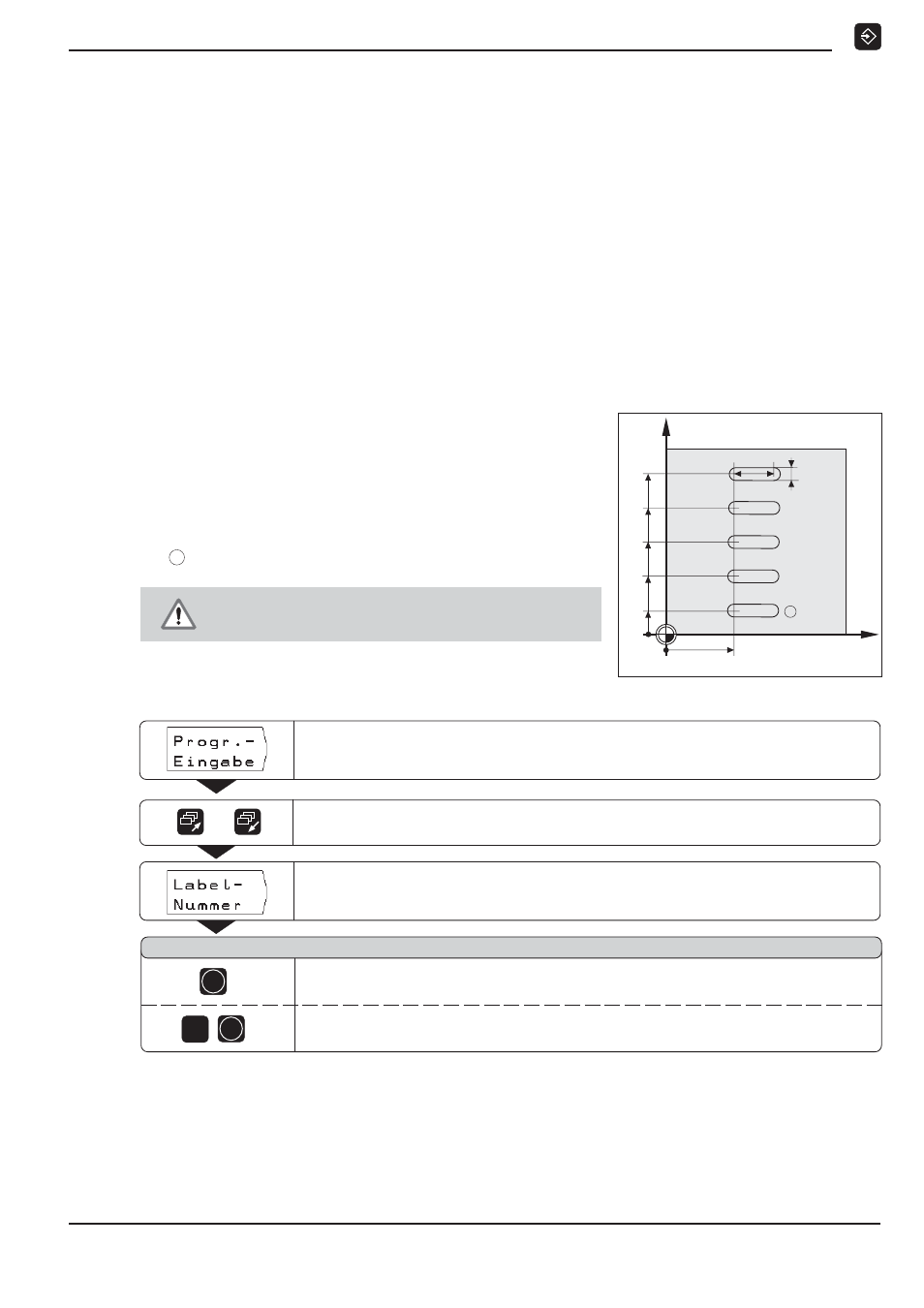
Programm-Beispiel: Programmteil-Wiederholung mit Nuten
Länge einer Nut: 16 mm + Werkzeug-Durchmesser
Tiefe einer Nut: 12 mm
Inkrementaler Versatz des
Einstichpunkts:
15 mm
Nut-Durchmesser: 6 mm (= Werkzeug-Durchmesser)
Koordinaten des Einstichpunkts
Nut
1
:
X = 30 mm
Y = 10 mm
Y
X
70
0
0
30
55
10
6
40
25
16
1
Für dieses Beispiel benötigen Sie einen Fräser
mit Stirnzahn über Mitte schneidend (DIN 844)!
Beispiel: Label für Programmteil-Wiederholung setzen
Betriebsart: PROGRAMM-EINSPEICHERN
Zur zweiten Softkey-Leiste blättern.
Programm-Eingabe
wählen.
Programm-Marke (LBL) für eine Programmteil-Wiederholung setzen.
Der POSITIP schlägt die niedrigste freie Label-Nummer vor.
/
L a b e l - N u m m e r ?
ENT
1
ENT
Label-Nummer
eingeben ( 1 ). Eingabe bestätigen.
Im aktuellen Satz steht das gesetzte Label: LBL 1.
Vorgeschlagene Label-Nummer übernehmen.
Die Programm-Sätze für die Programmteil-Wiederholung geben
Sie hinter den LBL-Satz ein.