Rechtecktasche fräsen im programm – HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 59
I - 4 POSITIP programmieren
60
Benutzer-Anleitung
POSITIP 855
Rechtecktasche fräsen im Programm
Der POSITIP erleichtert das Ausräumen von Rechtecktaschen: Sie
geben nur die Abmessungen der Rechtecktasche ein, und er be-
rechnet die Ausräumwege.
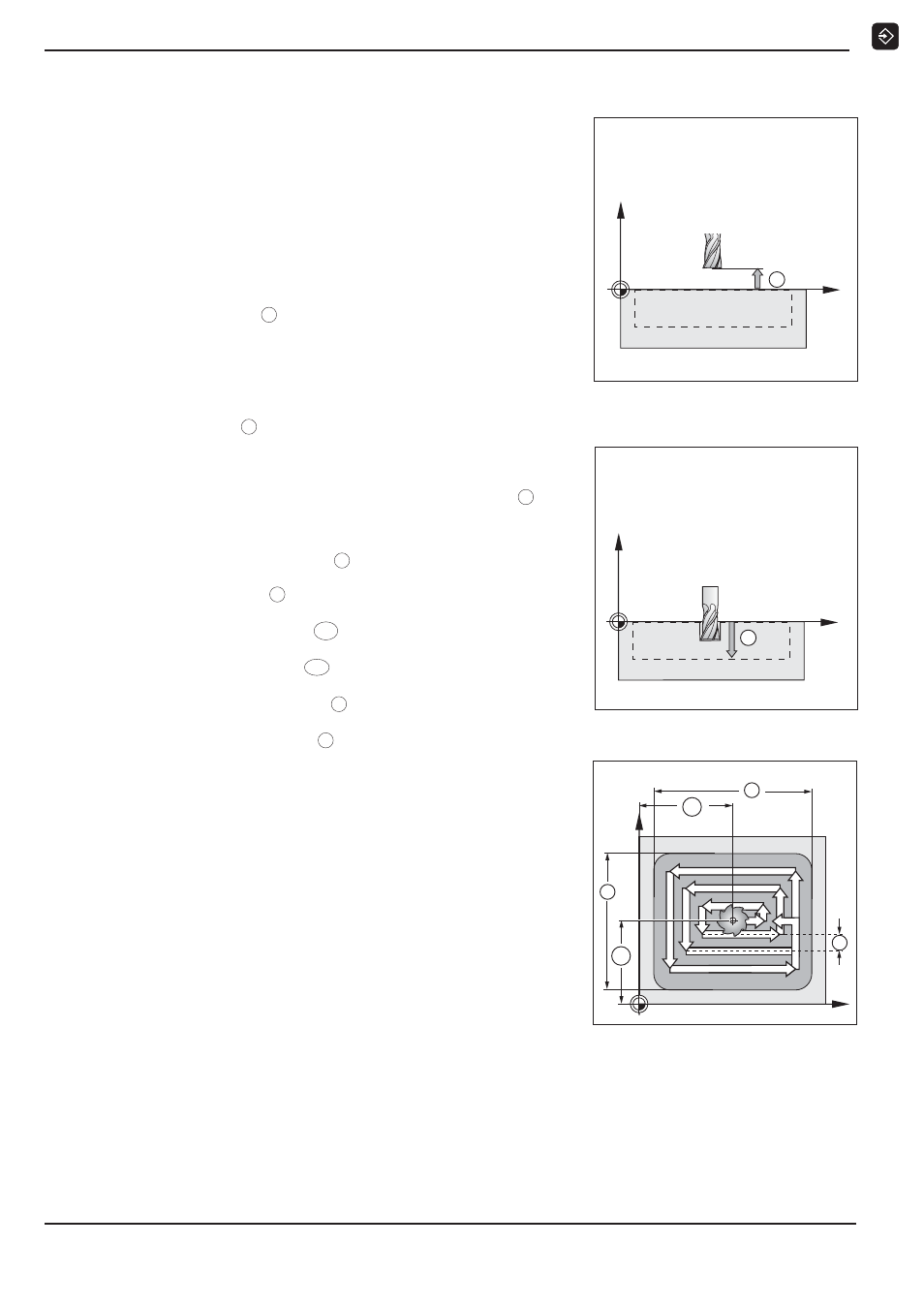
Zyklus-Ablauf
Der Zyklus-Ablauf ist in den Bildern 7.6, 7.7 und 7.8 dargestellt.
I
:
Der POSITIP gibt die Restwege zum Positionieren der Werkzeugs
auf die Start-Position
A
vor: zuerst in der Werkzeug-Achse, an-
schließend in der Bearbeitungsebene zur Taschenmitte
.
II
:
Ausräumen der Tasche auf der im Bild dargestellten Bahn (Bild 7.8
zeigt Gleichlauffräsen). In der Bearbeitungsebene wird um den
Werkzeug-Radius
R
zugestellt. Die Zustellung in der Werkzeug-
Achse ist beliebig.
III
:
Dieser Vorgang wiederholt sich, bis die eingegebene Tiefe
B
er-
reicht ist.
Eingaben in den Zyklus 5.0 RECHTECKTASCHE
Start-Position - STARTPOS.
A
(absolut eingeben, bezogen auf Nullpunkt)
Frästiefe - TIEFE
B
(absolut eingeben, bezogen auf Nullpunkt)
Taschenmitte X - POSX
MX
Mitte der Tasche in der Hauptachse der Bearbeitungsebene.
Taschenmitte Y - POSY
MY
Mitte der Tasche in der Nebenachse der Bearbeitungsebene.
Seitenlänge X - LÄNGE X
X
Länge der Tasche in Richtung der Hauptachse.
Seitenlänge Y - LÄNGE Y
Y
Länge der Tasche in Richtung der Nebenachse.
Richtung RICHTG
Eingabewert 0: Gleichlauffräsen (Bild 7.8: Gegenuhrzeigersinn)
Eingabewert 1: Gegenlauffräsen (Uhrzeigersinn)
Schlichtaufmaß - AUFM
Schlichtaufmaß in der Bearbeitungsebene.
Bild 7.6: Der Schritt I im Zyklus
5.0 RECHTECKTASCHE
I
Z
A
X
II
Z
B
X
Bild 7.8: Der Schritt III im Zyklus
5.0 RECHTECKTASCHE
III
MY
R
Y
X
MX
Y
X
Bild 7.7: Der Schritt II im Zyklus
5.0 RECHTECKTASCHE