Unterprogramm – HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 64
I - 4 POSITIP programmieren
POSITIP 855
Benutzer-Anleitung
65
Unterprogramme und Programmteil-Wiederholungen
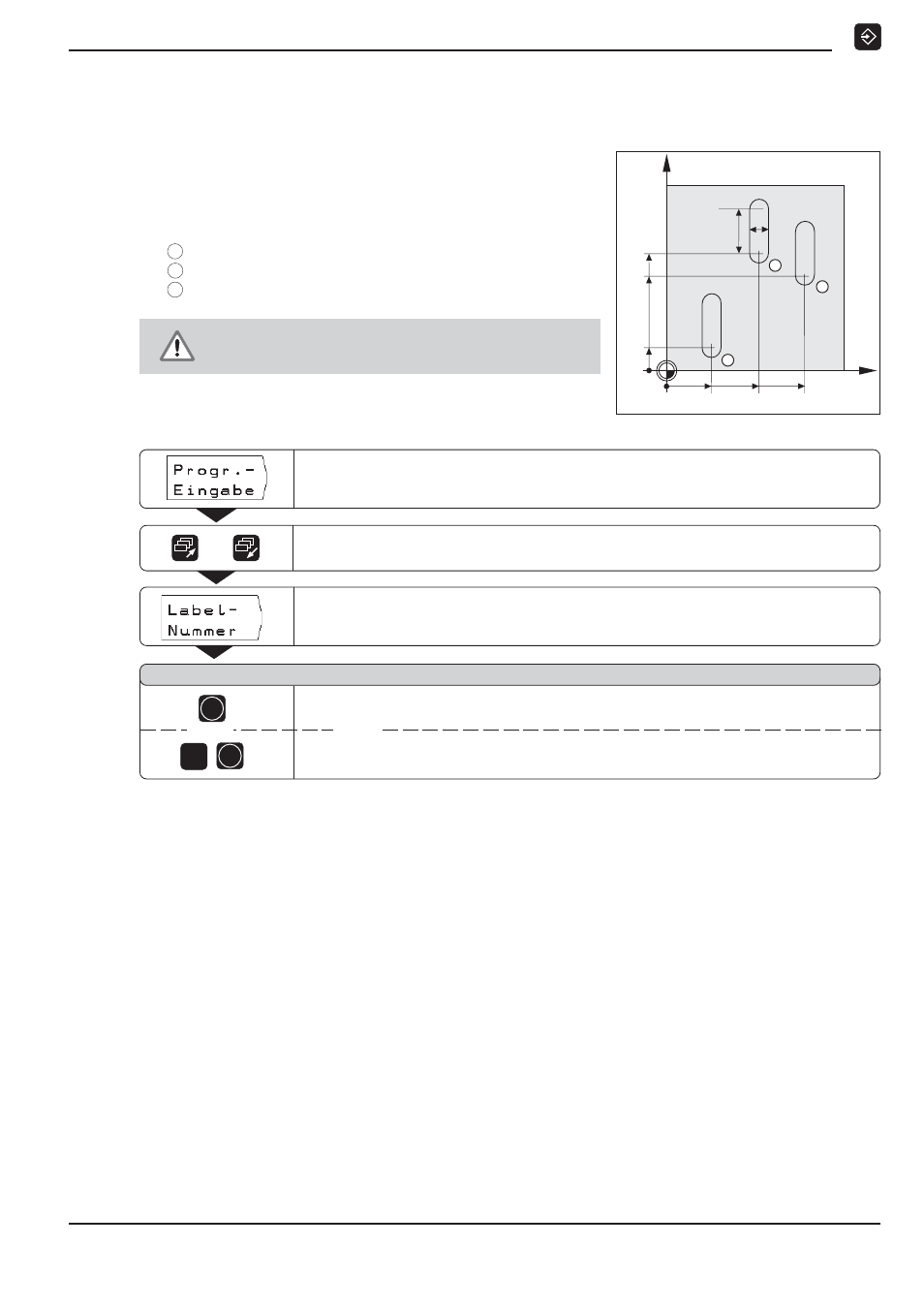
Y
X
60
50
0
0
40
20
40
10
20
8
3
2
1
Für dieses Beispiel benötigen Sie einen Fräser
mit Stirnzahn über Mitte schneidend (DIN 844)!
Beispiel: Label für Unterprogramm setzen
Betriebsart: PROGRAMM-EINSPEICHERN
Programm-Eingabe
wählen.
Zur zweiten Softkey-Leiste blättern.
Programm-Marke ( LBL ) für ein Unterprogramm setzen.
Der POSITIP schlägt die niedrigste freie Label-Nummer vor.
L a b e l - N u m m e r ?
/
ENT
1
ENT
Label-Nummer
eingeben ( 1 ). Eingabe bestätigen.
Im aktuellen Satz steht das gesetzte Label: LBL 1.
Vorgeschlagene Label-Nummer übernehmen.
oder
oder
Mit dem Label ist jetzt der Anfang eines Unterprogramms (oder
einer Programmteil-Wiederholung) gekennzeichnet. Die Programm-
Sätze für das Unterprogramm geben Sie hinter den LBL-Satz ein.
Label 0 ( LBL 0 ) kennzeichnet immer das Ende eines Unter-
programms!
Unterprogramm
Programm-Beispiel: Unterprogramm für Nuten
Länge einer Nut: 20 mm + Werkzeug-Durchmesser
Tiefe einer Nut: 10 mm
Nut-Durchmesser: 8 mm (= Werkzeug-Durchmesser)
Koordinaten des Einstichpunkts
Nut
1
:
X = 20 mm
Y = 10 mm
Nut
2
:
X = 40 mm
Y = 50 mm
Nut
3
:
X = 60 mm Y = 40 mm