HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 92
II - 3 Meßsysteme und Meßwert-Anzeige
94
Technische Information
POSITIP 855
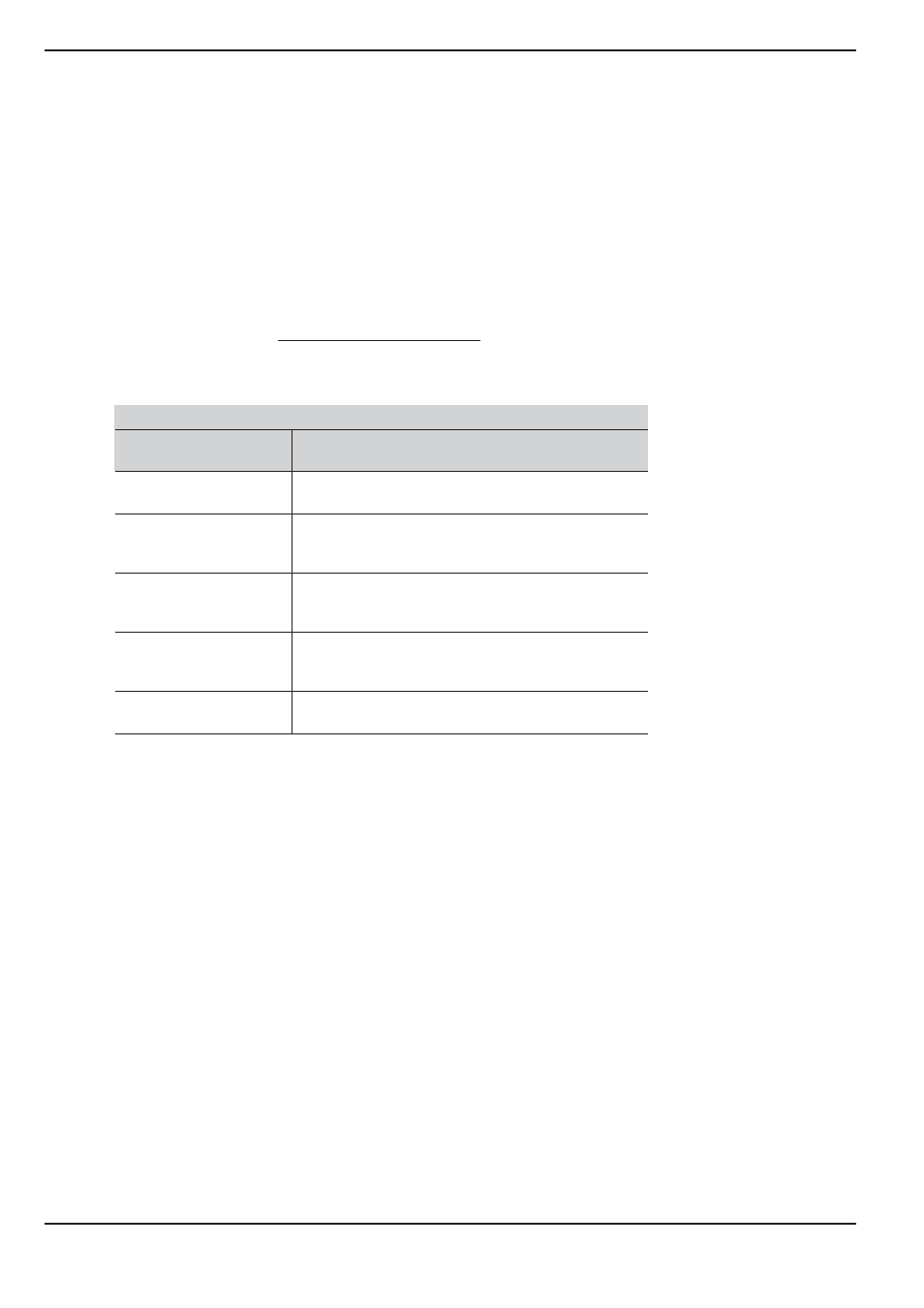
Anzeigeschritt bei Längenmeßsystemen wählen
Der Anzeigeschritt hängt bei Längenmeßsystemen ab von der
Signalperiode des Meßsystems (P31.*) und der
Linearunterteilung (P32.*).
Beide Parameter werden für jede Achse separat eingegeben.
Die Linearunterteilung ist zwischen 0,1 und 128 wählbar, je
nachdem, welche Signalperiode Ihr Meßsystem hat.
Bei Längenmessung über Spindel und Drehgeber berechnen Sie
die Signalperiode mit folgender Formel:
Signalperiode [µm] = Spindelsteigung [mm] 1000
Strichzahl
Anzeigeschritt, Signalperiode und Linearunterteilung für Längenmeßsysteme
Signalperiode [µm]
2
4
10
20
40 100 200 12 800
Anzeigeschritt
[mm]
[inch]
Linearunterteilung
0,000 02
0,000 001 100
0,000 05
0,000 002
40
8
0
0,000 1
0,000 005
20
40 100
0,000 2
0,000 01
10
20
50 100
0,000 5
0,000 02
4
820
40
8
0
0,001
0,000 05
2
4
10
20
40 100
0,002
0,000 1
1
2
5
10
20
50 100
0,005
0,000 2
0,4
0,82
4
820
40
0,01
0,000 5
0,2
0,4
1
2
4
10
20
0,02
0,001
0,5
1
2
5
10
0,05
0,002
0,2
0,4
0,82
4
0,1
0,005
0,1
0,2
0,4
1
2
128
0,2
0,01
64