HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 65
I - 4 POSITIP programmieren
66
Benutzer-Anleitung
POSITIP 855
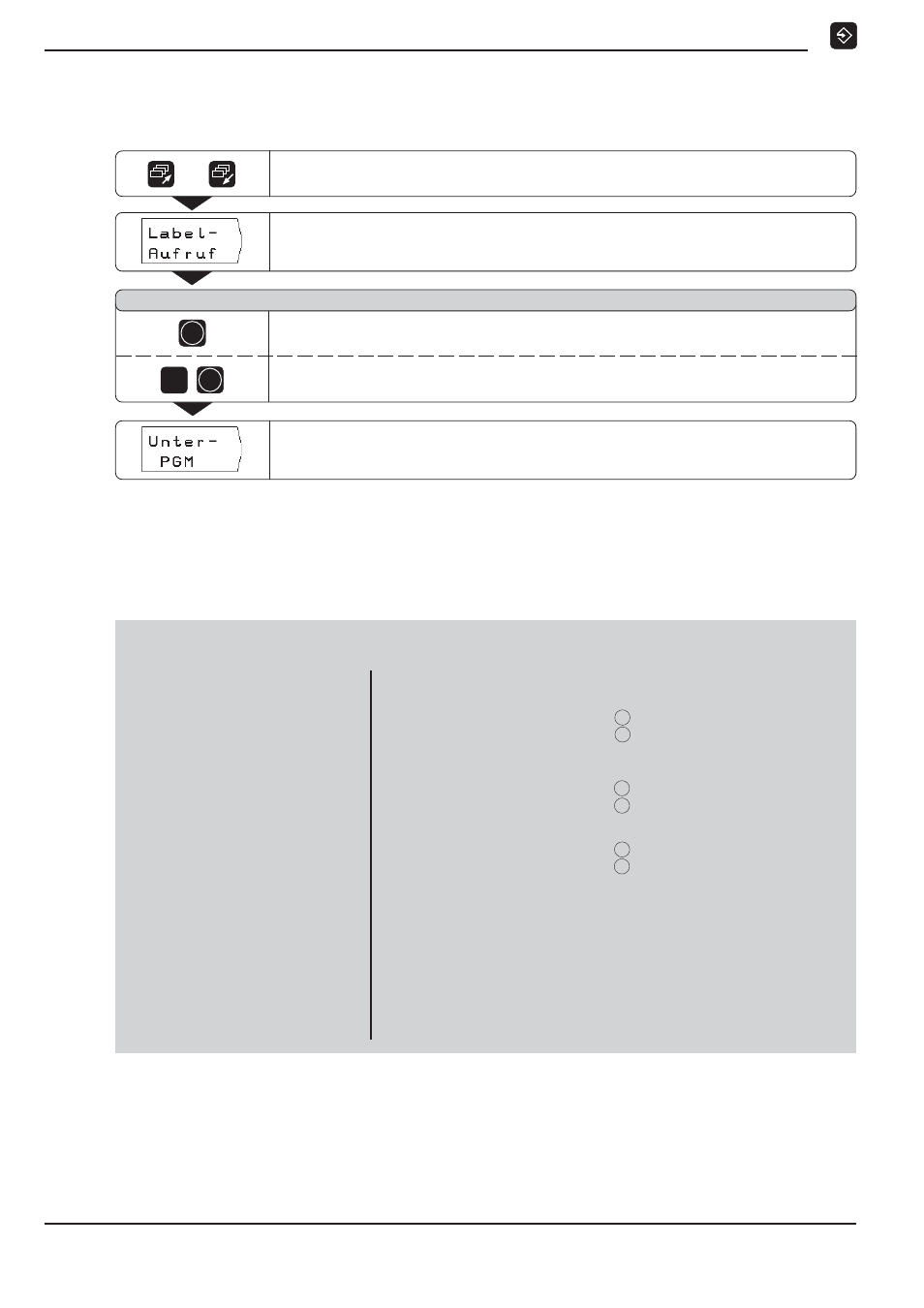
Beispiel: Unterprogramm-Aufruf eingeben - CALL LBL
Unterprogramme und Programmteil-Wiederholungen
L a b e l - N u m m e r ?
1
ENT
ENT
Vorgeschlagene Label-Nummer übernehmen.
Nach einem CALL LBL-Satz werden in der Betriebsart
PROGRAMM-ABARBEITEN
die Programm-Sätze abgearbeitet,
die in dem Unterprogramm zwischen dem LBL-Satz mit der auf-
gerufenen Nummer und dem nächsten Satz mit LBL 0 stehen.
Das Unterprogramm wird auch ohne einen CALL LBL-Satz
mindestens einmal abgearbeitet.
Label-Nummer
eingeben ( 1 ). Eingabe bestätigen.
Im aktuellen Satz steht das aufgerufene Label: CALL LBL 1.
Die Frage Wiederholung REP ? hat für Unterprogramme keine Bedeutung.
Mit dem Softkey wird bestätigt, daß ein Unterprogramm aufgerufen wird.
Zur zweiten Softkey-Leiste blättern.
Label aufrufen.
Der POSITIP schlägt die Label-Nummer vor, die zuletzt gesetzt wurde.
/
Programm-Sätze
0
BEGIN PGM 30
MM
Programm-Anfang, Programm-Nummer und Maßsystem
1
Z+20.000
Sichere Höhe
2
X+20.000
R0
X-Koordinate Einstichpunkt Nut
1
3
Y+10.000
R0
Y-Koordinate Einstichpunkt Nut
1
4
CALL LBL 1
Aufruf von Unterprogramm 1: Sätze 12 bis 16 abarbeiten
5
X+40.000
R0
X-Koordinate Einstichpunkt Nut
2
6
Y+50.000
R0
Y-Koordinate Einstichpunkt Nut
2
7
CALL LBL 1
Aufruf von Unterprogramm 1: Sätze 12 bis 16 abarbeiten
8
X+60.000
R0
X-Koordinate Einstichpunkt Nut
3
9
Y+40.000
R0
Y-Koordinate Einstichpunkt Nut
3
10
CALL LBL 1
Aufruf von Unterprogramm 1: Sätze 12 bis 16 abarbeiten
11
Z+20.000
Sichere Höhe
12
LBL 1
Anfang von Unterprogramm 1
13
Z–10.000
Einstechen auf Nut-Tiefe
14
IY+20.000
R0
Nut fräsen
15
Z+2.000
Freifahren
16
LBL 0
Ende von Unterprogramm 1
17
END PGM 30
MM
Programm-Ende, Programm-Nummer und Maßsystem