HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Benutzerhandbuch
Seite 46
46
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.1 W
e
rk
stüc
k-Sc
hieflag
e
aut
o
matisc
h erf
a
ssen
8
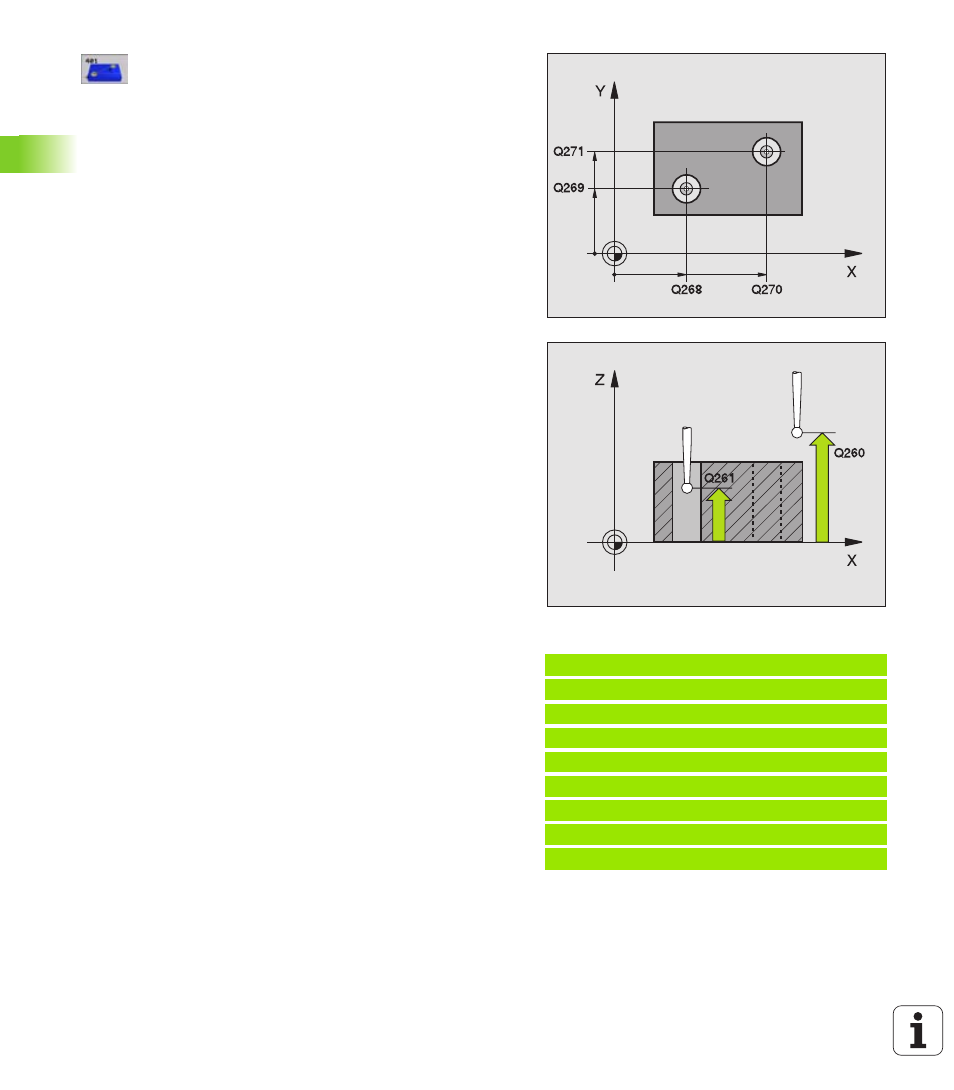
1. Bohrung: Mitte 1. Achse
Q268 (absolut): Mittel-
punkt der ersten Bohrung in der Hauptachse der
Bearbeitungsebene
8
1. Bohrung: Mitte 2. Achse
Q269 (absolut): Mittel-
punkt der ersten Bohrung in der Nebenachse der
Bearbeitungsebene
8
2. Bohrung: Mitte 1. Achse
Q270 (absolut): Mittel-
punkt der zweiten Bohrung in der Hauptachse der
Bearbeitungsebene
8
2. Bohrung: Mitte 2. Achse
Q271 (absolut): Mittel-
punkt der zweiten Bohrung in der Nebenachse der
Bearbeitungsebene
8
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
8
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
8
Voreinstellung Grunddrehung
Q307 (absolut): Wenn
sich die zu messende Schieflage nicht auf die Haupt-
achse, sondern auf eine beliebige Gerade beziehen
soll, Winkel der Bezugsgeraden eingeben. Die TNC
ermittelt dann für die Grunddrehung die Differenz aus
dem gemessenen Wert und dem Winkel der Bezugs-
geraden
8
Preset-Nummer in Tabelle
Q305: Nummer in der Pre-
set-Tabelle angeben, in der die TNC die ermittelte
Grunddrehung speichern soll. Bei Eingabe von
Q305=0, legt die TNC die ermittelte Grunddrehung
im ROT-Menü der Betriebsart Manuell ab
Beispiel: NC-Sätze
5 TCH PROBE 401 ROT 2 BOHRUNGEN
Q268=-37 ;1. MITTE 1. ACHSE
Q269=+12 ;1. MITTE 2. ACHSE
Q270=+75 ;2. MITTE 1. ACHSE
Q271=+20 ;2. MITTE 2. ACHSE
Q261=-5 ;MESSHOEHE
Q260=+20 ;SICHERE HOEHE
Q307=0 ;VOREINST. GRUNDDR.
Q305=0 ;NR. IN TABELLE