2 bezugspunkt e aut omatisc h er mit teln – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Benutzerhandbuch
Seite 87
HEIDENHAIN iTNC 530
87
3.2 Bezugspunkt
e
aut
omatisc
h er
mit
teln
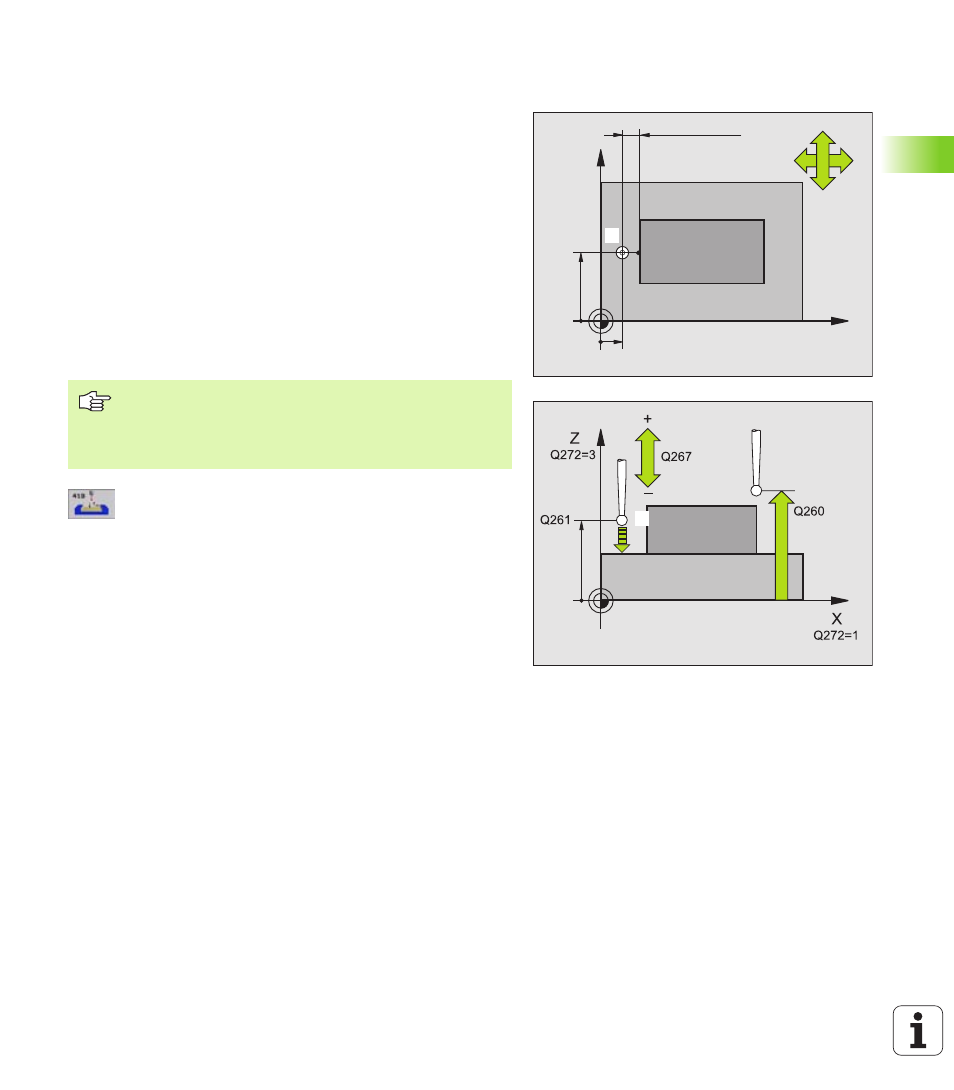
BEZUGSPUNKT EINZELNE ACHSE (Tastsystem-
Zyklus 419, DIN/ISO: G419)
Der Tastsystem-Zyklus 419 misst eine beliebige Koordinate in einer
wählbaren Achse und setzt diese Koordinate als Bezugspunkt. Wahl-
weise kann die TNC die gemessene Koordinate auch in eine Null-
punkt- oder Preset-Tabelle schreiben.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe „Tastsys-
tem-Zyklen abarbeiten” auf Seite 19) zum programmierten Antast-
punkt
1
. Die TNC versetzt dabei das Tastsystem um den Sicher-
heits-Abstand entgegen der programmierten Antast-Richtung
2
Anschließend fährt das Tastsystem auf die eingegebene Mess-
höhe und erfasst durch einfaches Antasten die Ist-Position
3
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und verarbeitet den ermittelten Bezugspunkt in
Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
„Berechneten Bezugspunkt speichern” auf Seite 60)
8
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
8
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
8
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
8
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
8
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
X
Y
Q264
Q263
+
–
–
+
Q267
Q272=2
Q272=1
MP6140 + Q320
1
1
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.