2 bezugspunkt e aut omatisc h er mit teln – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Benutzerhandbuch
Seite 71
HEIDENHAIN iTNC 530
71
3.2 Bezugspunkt
e
aut
omatisc
h er
mit
teln
8
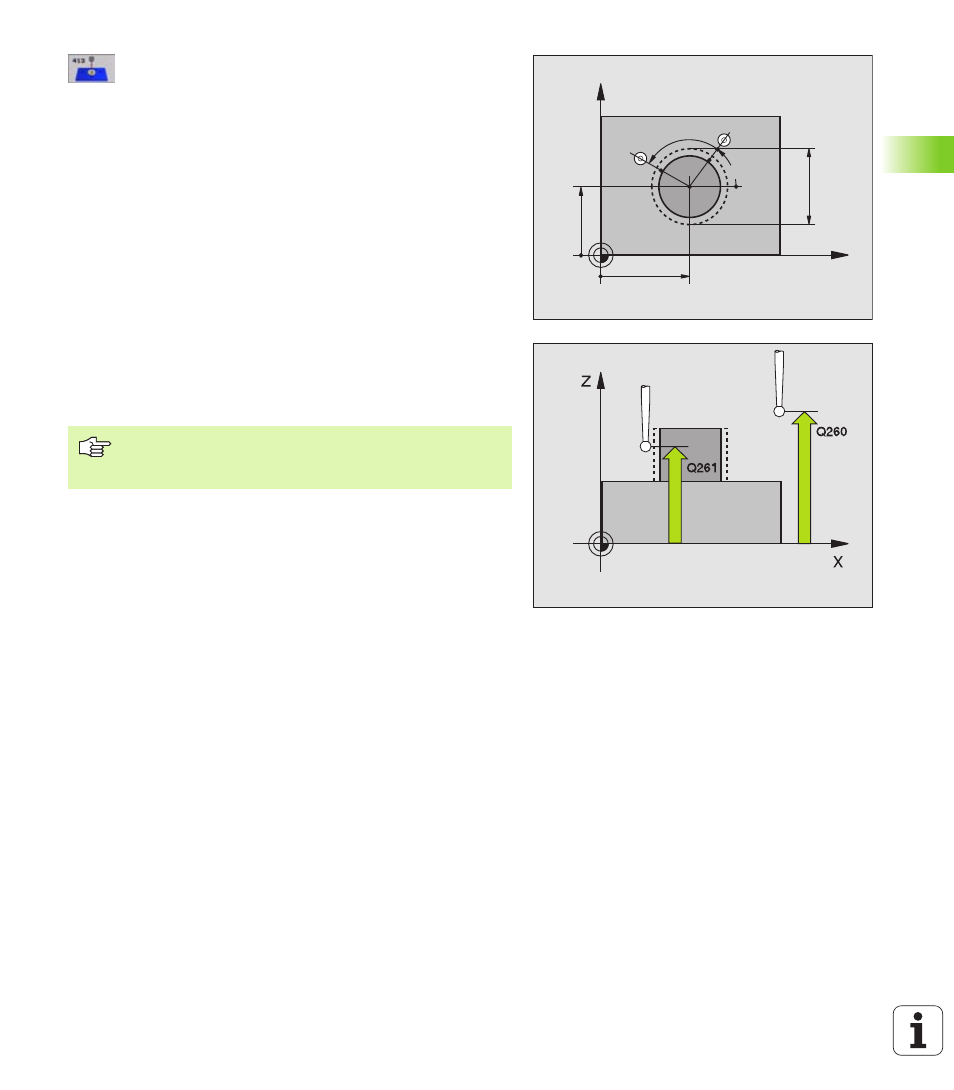
Mitte 1. Achse
Q321 (absolut): Mitte des Zapfens in
der Hauptachse der Bearbeitungsebene
8
Mitte 2. Achse
Q322 (absolut): Mitte des Zapfens in
der Nebenachse der Bearbeitungsebene. Wenn Sie
Q322 = 0 programmieren, dann richtet die TNC den
Bohrungs-Mittelpunkt auf die positive Y-Achse aus,
wenn Sie Q322 ungleich 0 programmieren, dann rich-
tet die TNC den Bohrungs-Mittelpunkt auf die Sollpo-
sition aus
8
Soll-Durchmesser
Q262: Ungefährer Durchmesser
des Zapfens. Wert eher zu groß eingeben
8
Startwinkel
Q325 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem ersten
Antastpunkt
8
Winkelschritt
Q247 (inkremental): Winkel zwischen
zwei Messpunkten, das Vorzeichen des Winkel-
schritts legt die Drehrichtung fest (- = Uhrzeigersinn),
mit der das Tastsystem zum nächsten Messpunkt
fährt. Wenn Sie Kreisbögen vermessen wollen, dann
programmieren Sie einen Winkelschritt kleiner 90°
8
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
8
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
8
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
8
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Tastsystem zwischen den Messpunkten verfahren soll:
0: Zwischen Messpunkten auf Messhöhe verfahren
1: Zwischen Messpunkten auf Sicherer Höhe verfahren
8
Nullpunkt-Nummer in Tabelle
Q305: Nummer in der
Nullpunkt-Tabelle/Preset-Tabelle angeben, in der die
TNC die Koordinaten der Zapfenmitte speichern soll.
Bei Eingabe von Q305=0, setzt die TNC die Anzeige
automatisch so, dass der neue Bezugspunkt in der
Zapfenmitte sitzt
X
Y
Q322
Q321
Q262
Q325
Q247
Je kleiner Sie den Winkelschritt programmieren, desto
ungenauer berechnet die TNC den Bezugspunkt. Kleinster
Eingabewert: 5°.