Vollkreis definieren, Teilkreis definieren – HEIDENHAIN TNC 128 (77184x-02) Benutzerhandbuch
Seite 388
Zyklen-Grundlagen
15.4 Muster-Definition PATTERN DEF
15
388
TNC 128 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 3/2014
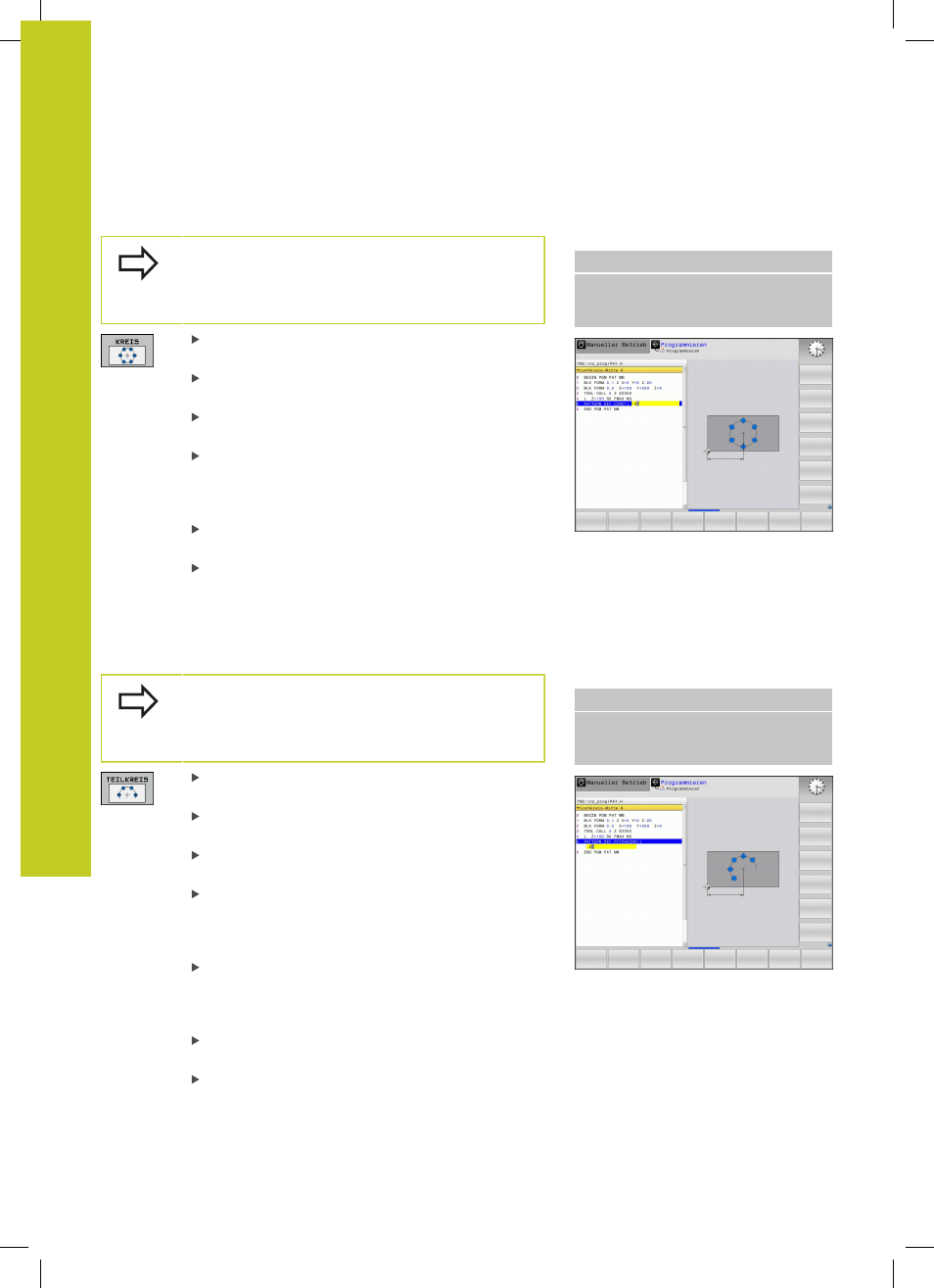
Vollkreis definieren
Wenn Sie eine
Werkstückoberfläche in Z ungleich
0 definieren, dann wirkt dieser Wert zusätzlich
zur Werkstückoberfläche
Q203, die Sie im
Bearbeitungszyklus definiert haben.
Lochkreis-Mitte X (absolut): Koordinate des Kreis-
Mittelpunktes in der X-Achse
Lochkreis-Mitte Y (absolut): Koordinate des Kreis-
Mittelpunktes in der Y-Achse
Lochkreis-Durchmesser: Durchmesser des
Lochkreises
Startwinkel: Polarwinkel der ersten
Bearbeitungsposition. Bezugsachse: Hauptachse der
aktiven Bearbeitungsebene (z.B. X bei Werkzeug-
Achse Z). Wert positiv oder negativ eingebbar
Anzahl Bearbeitungen: Gesamtanzahl der
Bearbeitungspositionen auf dem Kreis
Koordinate Werkstück-Oberfläche (absolut): Z-
Koordinate eingeben, an der die Bearbeitung starten
soll
NC-Sätze
10 Z+100 R0 FMAX
11 PATTERN DEF CIRC1
(X+25 Y+33 D80 START+45 NUM8 Z
+0)
Teilkreis definieren
Wenn Sie eine
Werkstückoberfläche in Z ungleich
0 definieren, dann wirkt dieser Wert zusätzlich
zur Werkstückoberfläche
Q203, die Sie im
Bearbeitungszyklus definiert haben.
Lochkreis-Mitte X (absolut): Koordinate des Kreis-
Mittelpunktes in der X-Achse
Lochkreis-Mitte Y (absolut): Koordinate des Kreis-
Mittelpunktes in der Y-Achse
Lochkreis-Durchmesser: Durchmesser des
Lochkreises
Startwinkel: Polarwinkel der ersten
Bearbeitungsposition. Bezugsachse: Hauptachse der
aktiven Bearbeitungsebene (z.B. X bei Werkzeug-
Achse Z). Wert positiv oder negativ eingebbar
Winkelschritt/Endwinkel: Inkrementaler
Polarwinkel zwischen zwei Bearbeitungspositionen.
Wert positiv oder negativ eingebbar. Alternativ
Endwinkel eingebbar (per Softkey umschalten)
Anzahl Bearbeitungen: Gesamtanzahl der
Bearbeitungspositionen auf dem Kreis
Koordinate Werkstück-Oberfläche (absolut): Z-
Koordinate eingeben, an der die Bearbeitung starten
soll
NC-Sätze
10 Z+100 R0 FMAX
11 PATTERN DEF PITCHCIRC1
(X+25 Y+33 D80 START+45 STEP30
NUM8 Z+0)