5 programmierbeispiele, Beispiel: tasche, zapfen fräsen, Programmierbeispiele – HEIDENHAIN TNC 128 (77184x-02) Benutzerhandbuch
Seite 450
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen
17.5
Programmierbeispiele
17
450
TNC 128 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 3/2014
17.5
Programmierbeispiele
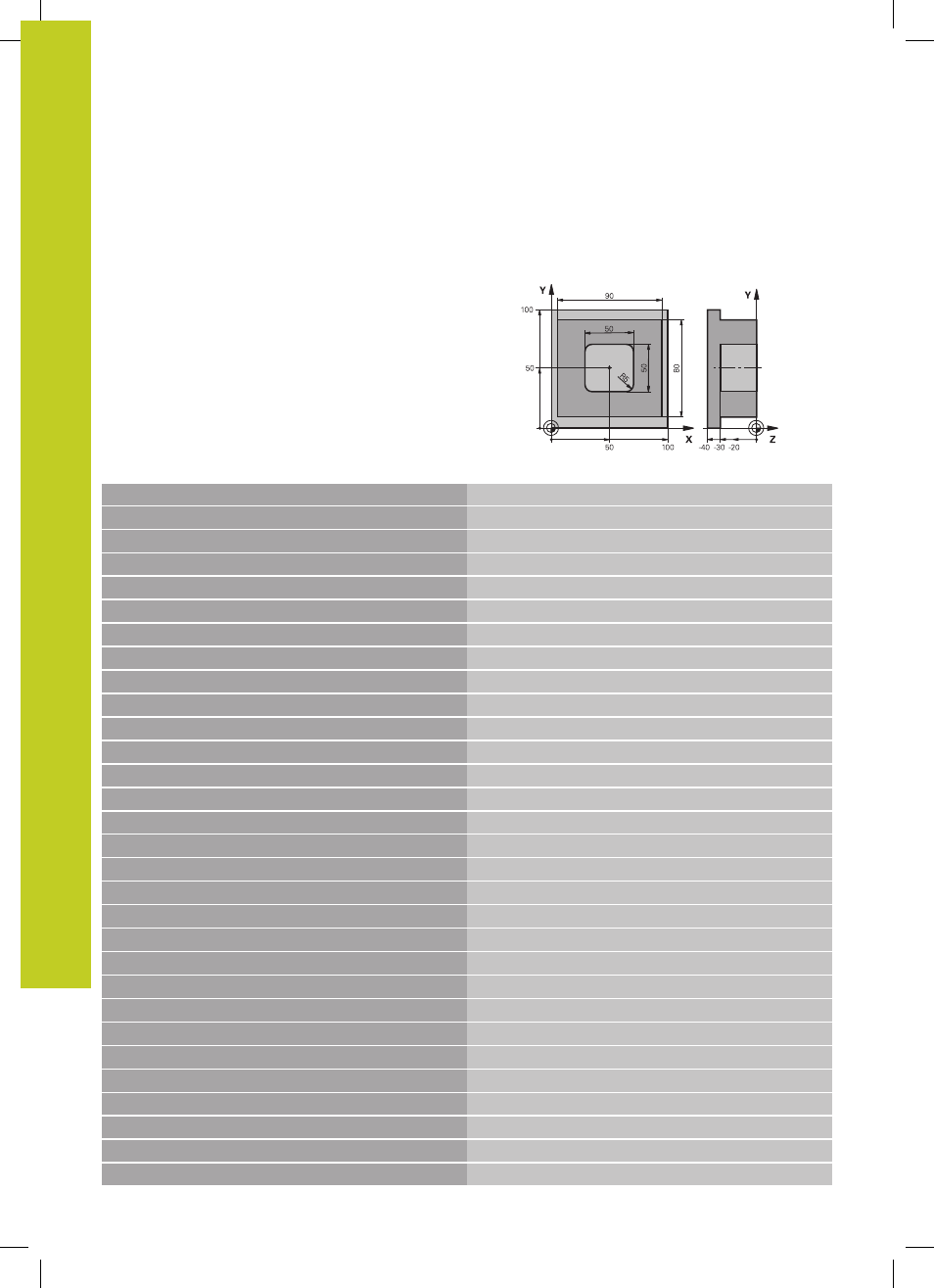
Beispiel: Tasche, Zapfen fräsen
0 BEGINN PGM C210 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S3500
Werkzeug-Aufruf Schruppen/Schlichten
4 Z+250 R0 FMAX
Werkzeug freifahren
5 CYCL DEF 256 RECHTECKZAPFEN
Zyklus-Definition Außenbearbeitung
Q218=90
;1. SEITEN-LAENGE
Q424=100
;ROHTEILMASS 1
Q219=80
;2. SEITEN-LAENGE
Q425=100
;ROHTEILMASS 2
Q201=-30
;TIEFE
Q367=0
;ZAPFENLAGE
Q202=5
;ZUSTELL-TIEFE
Q207=250
;VORSCHUB FRAESEN
Q206=250
;VORSCHUB TIEFENZ.
Q385=750
;VORSCHUB SCHLICHTEN
Q368=0
;AUFMASS SEITE
Q369=0.1
;AUFMASS TIEFE
Q338=5
;ZUST. SCHLICHTEN
Q200=2
;SICHERHEITS-ABST.
Q203=+0
;KOOR. OBERFLAECHE
Q204=20
;2. SICHERHEITS-ABST.
Q351=+1
;FRAESART
Q370=1
;BAHN-UEBERLAPPUNG
6 X+50 R0
Außenbearbeitung
7 Y+50 R0 M3 M99
Zyklus-Aufruf Außenbearbeitung
8 CYCL DEF 252 RECHTECKTASCHE
Zyklus-Definition Rechtecktasche
Q215=0
;BEARBEITUNGS-UMFANG
Q218=50
;1. SEITEN-LAENGE
Q219=50
;2. SEITEN-LAENGE