Zyklusparameter – HEIDENHAIN TNC 128 (77184x-02) Benutzerhandbuch
Seite 441
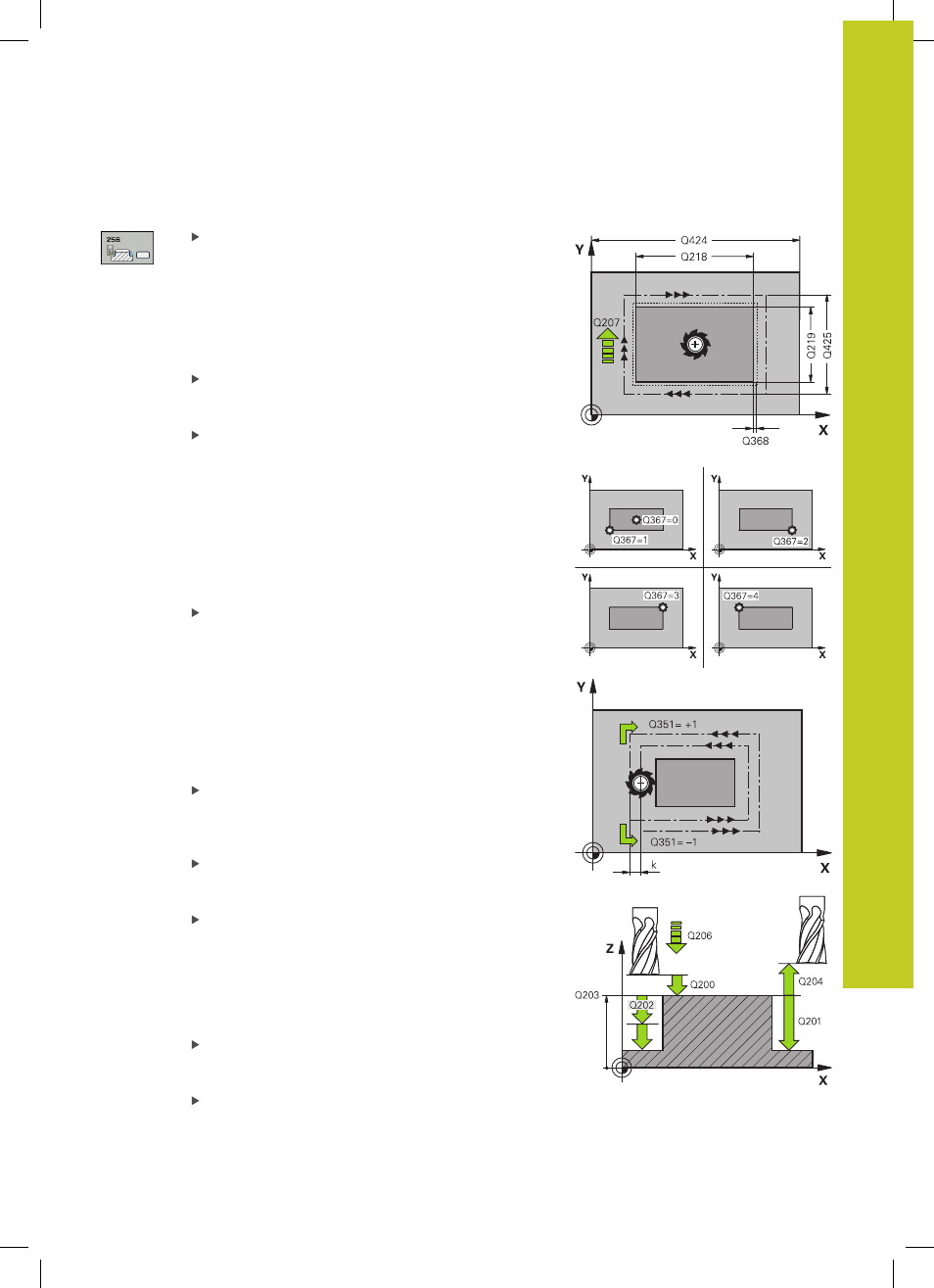
RECHTECKZAPFEN (Zyklus 256)
17.3
17
TNC 128 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 3/2014
441
Zyklusparameter
Bearbeitungs-Umfang (0/1/2) Q215: Bearbeitungs-
Umfang festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten
Schlichten Seite und Schlichten Tiefe werden nur
ausgeführt, wenn das jeweilige Schlichtaufmaß
(Q368, Q369) definiert ist
1. Seiten-Länge Q218: Länge des Zapfens,
parallel zur Hauptachse der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999
Rohteilmaß Seitenlänge 1 Q424: Länge des
Zapfenrohteils, parallel zur Hauptachse der
Bearbeitungsebene.
Rohteilmaß Seitenlänge 1
größer als
1. Seiten-Länge eingeben. Die TNC
führt mehrere seitliche Zustellungen aus, wenn die
Differenz zwischen Rohteilmaß 1 und Fertigmaß
1 größer ist als die erlaubte seitliche Zustellung
(Werkzeug-Radius mal Bahn-Überlappung
Q370).
Die TNC berechnet immer eine konstante seitliche
Zustellung. Eingabebereich 0 bis 99999,9999
2. Seiten-Länge Q219: Länge des Zapfens,
parallel zur Nebenachse der Bearbeitungs-ebene.
Rohteilmaß Seitenlänge 2 größer als 2. Seiten-
Länge eingeben. Die TNC führt mehrere seitliche
Zustellungen aus, wenn die Differenz zwischen
Rohteilmaß 2 und Fertigmaß 2 größer ist als die
erlaubte seitliche Zustellung (Werkzeug-Radius
mal Bahn-Überlappung
Q370). Die TNC berechnet
immer eine konstante seitliche Zustellung.
Eingabebereich 0 bis 99999,9999
Rohteilmaß Seitenlänge 2 Q425: Länge des
Zapfenrohteils, parallel zur Nebenachse der
Bearbeitungsebene. Eingabebereich 0 bis
99999,9999
Tiefe Q201 (inkremental): Abstand Werkstück-
Oberfläche – Zapfengrund. Eingabebereich
-99999,9999 bis 99999,9999
Zapfenlage Q367: Lage des Zapfens bezogen auf
die Position des Werkzeuges beim Zyklus-Aufruf:
0
: Werkzeugposition = Zapfenmitte
1
: Werkzeugposition = Linke untere Ecke
2
: Werkzeugposition = Rechte untere Ecke
3
: Werkzeugposition = Rechte obere Ecke
4
: Werkzeugposition = Linke obere Ecke
Zustell-Tiefe Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben. Eingabebereich 0 bis 99999,9999
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ
FAUTO, FU, FZ