3 w e rk z e ug-k or re kt ur – HEIDENHAIN TNC 128 (77184x-01) Benutzerhandbuch
Seite 159
HEIDENHAIN TNC 128
159
5.3 W
e
rk
z
e
ug-K
or
re
kt
ur
Werkzeug-Radiuskorrektur bei achsparallelen
Positioniersätzen
Die TNC kann mit Hilfe achsparalleler Positioniersätze, den Werkzeug-
Radius in der Bearbeitungsebene korrigieren. So können Sie
Zeichnungsmaße direkt eingeben, ohne die Positionen vorher
umrechnen zu müssen. Der Verfahrweg wird um den Werkzeug-
Radius verlängert oder verkürzt.
R+
verlängert den Werkzeugweg um den Werkzeug-Radius
R-
verkürzt den Werkzeugweg um den Werkzeug-Radius
R0
positioniert das Werkzeug mit dem Werkzeug-Mittelpunkt
Die Radiuskorrektur wirkt, sobald ein Werkzeug aufgerufen und mit
einem Geradensatz in der Bearbeitungsebene verfahren wird.
Bei der Radiuskorrektur berücksichtigt die TNC Delta-Werte sowohl
aus dem TOOL CALL-Satz als auch aus der Werkzeug-Tabelle
berücksichtigt:
Korrekturwert = R + DR
TOOL CALL
+ DR
TAB
mit
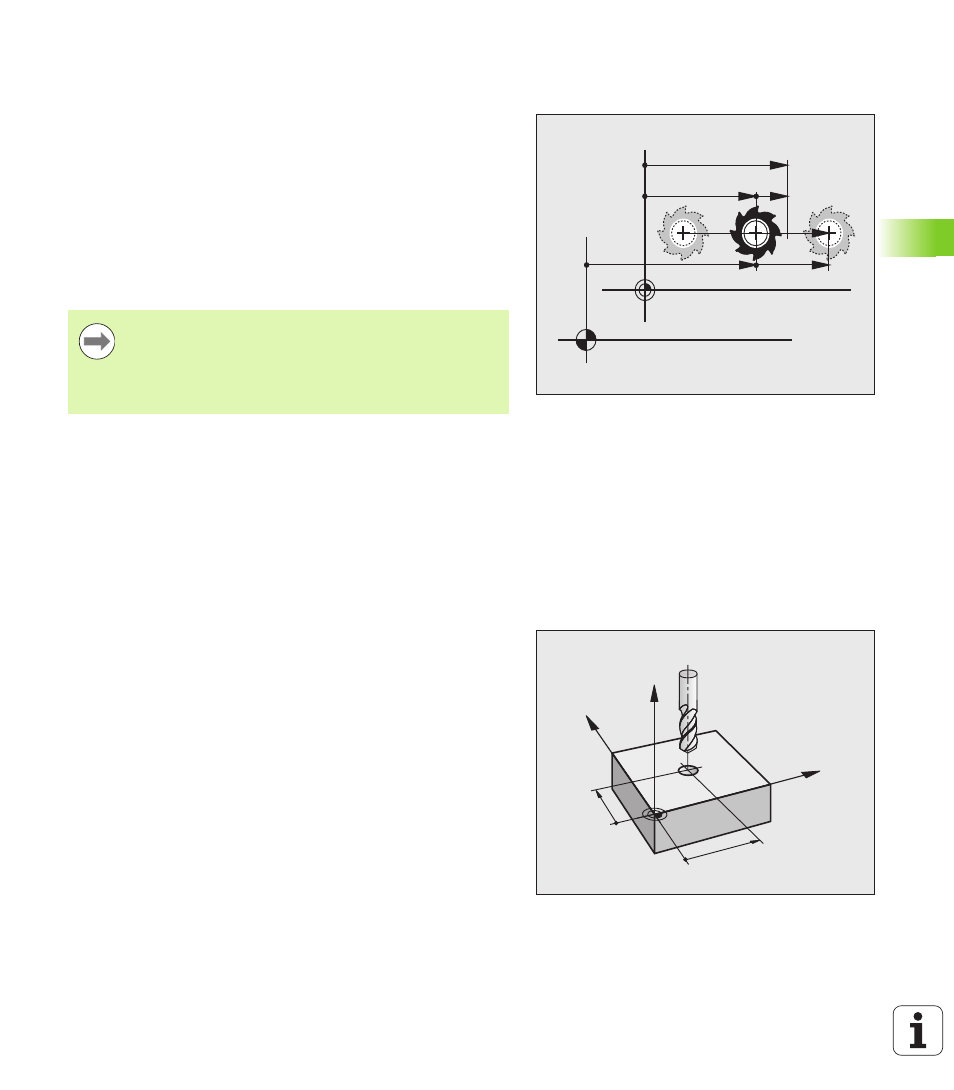
Bahnbewegungen ohne Radiuskorrektur: R0
Das Werkzeug verfährt in der Bearbeitungsebene mit seinem
Mittelpunkt auf der programmierten Bahn, bzw. auf die
programmierten Koordinaten.
Anwendung: Bohren, Vorpositionieren.
Die Radiuskorrektur wirkt nicht bei Positionierungen in
der Spindelachse.
In einem Positioniersatz, der keine Angabe für die
Radiuskorrektur enthält, bleibt die zuletzt gewählte
Radiuskorrektur aktiv.
R
:
Werkzeug-Radius R aus TOOL DEF-Satz oder
Werkzeug-Tabelle
DR
TOOL CALL
:
Aufmaß DR für Radius aus TOOL CALL-Satz
DR
TAB:
Aufmaß DR für Radius aus der Werkzeug-Tabelle
Y
X
Z
X
Y