2 pr ogr amme eröf fnen und eing eben – HEIDENHAIN TNC 128 (77184x-01) Benutzerhandbuch
Seite 83
Advertising
HEIDENHAIN TNC 128
83
3.2 Pr
ogr
amme eröf
fnen und eing
eben
Werkzeug-Bewegungen im Klartext-Dialog
programmieren
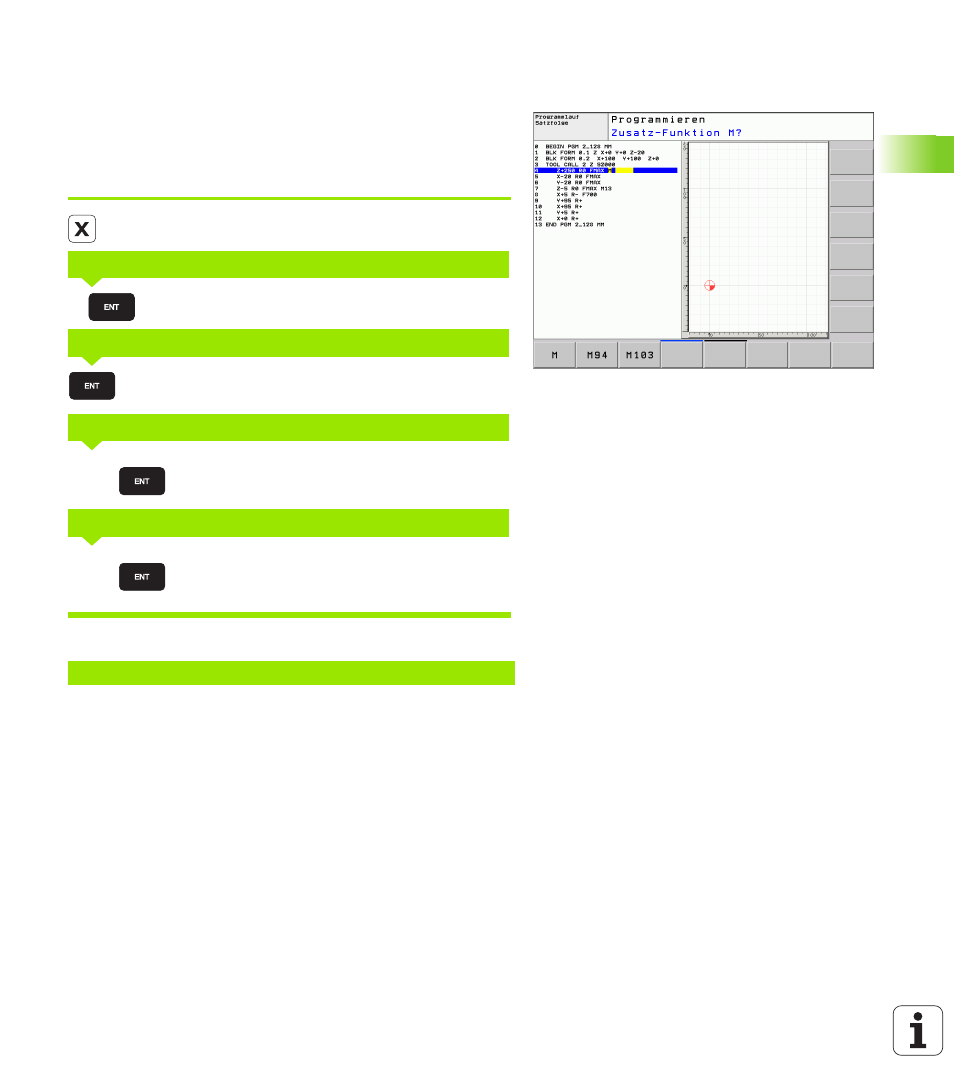
Um einen Satz zu programmieren, beginnen Sie mit einer Achstaste.
In der Kopfzeile des Bildschirms erfragt die TNC alle erforderlichen
Daten.
Beispiel für einen Positioniersatz
öffnen
Zielkoordinate für X-Achse eingeben
„Keine Radiuskorrektur“ eingeben, mit Taste ENT zur
nächsten Frage
Vorschub für diese Bahnbewegung 100 mm/min, mit
Taste ENT zur nächsten Frage
Zusatzfunktion M3 „Spindel ein“, mit Taste ENT
beendet die TNC diesen Dialog
Das Programmfenster zeigt die Zeile:
KOORDINATEN?
RADIUSKORR.: R+/R-/KEINE KORR.:?
VORSCHUB F=? / F MAX = ENT
ZUSATZ-FUNKTION M?
3 X+10 R0 F100 M3
10
100
3
Advertising