1 grundlagen, Werkzeugbewegungen im programm, Radiuskorrektur – HEIDENHAIN TNC 128 (77184x-01) Benutzerhandbuch
Seite 162: Zusatzfunktionen m, 1 gr undlag en 6.1 grundlagen
162
Programmieren: Werkzeugbewegungen
6.1 Gr
undlag
en
6.1 Grundlagen
Werkzeugbewegungen im Programm
Mit den orangen Achstasten eröffnen Sie den Klartext-Dialog für einen
achsparalleln Positioniersatz. Die TNC erfragt nacheinander alle
Informationen und fügt den Programm-Satz ins Bearbeitungs-
Programm ein.
Koordinaten
des Endpunkts der Geraden, falls nötig
Radiuskorrektur RL/RR/R0
Vorschub F
Zusatz-Funktion M
NC-Beispielsatz
Je nach Konstruktion Ihrer Maschine bewegt sich beim Abarbeiten
entweder das Werkzeug oder der Maschinentisch mit dem
aufgespannten Werkstück. Beim Programmieren der Bahnbewegung
tun Sie grundsätzlich so, als ob sich das Werkzeug bewegt.
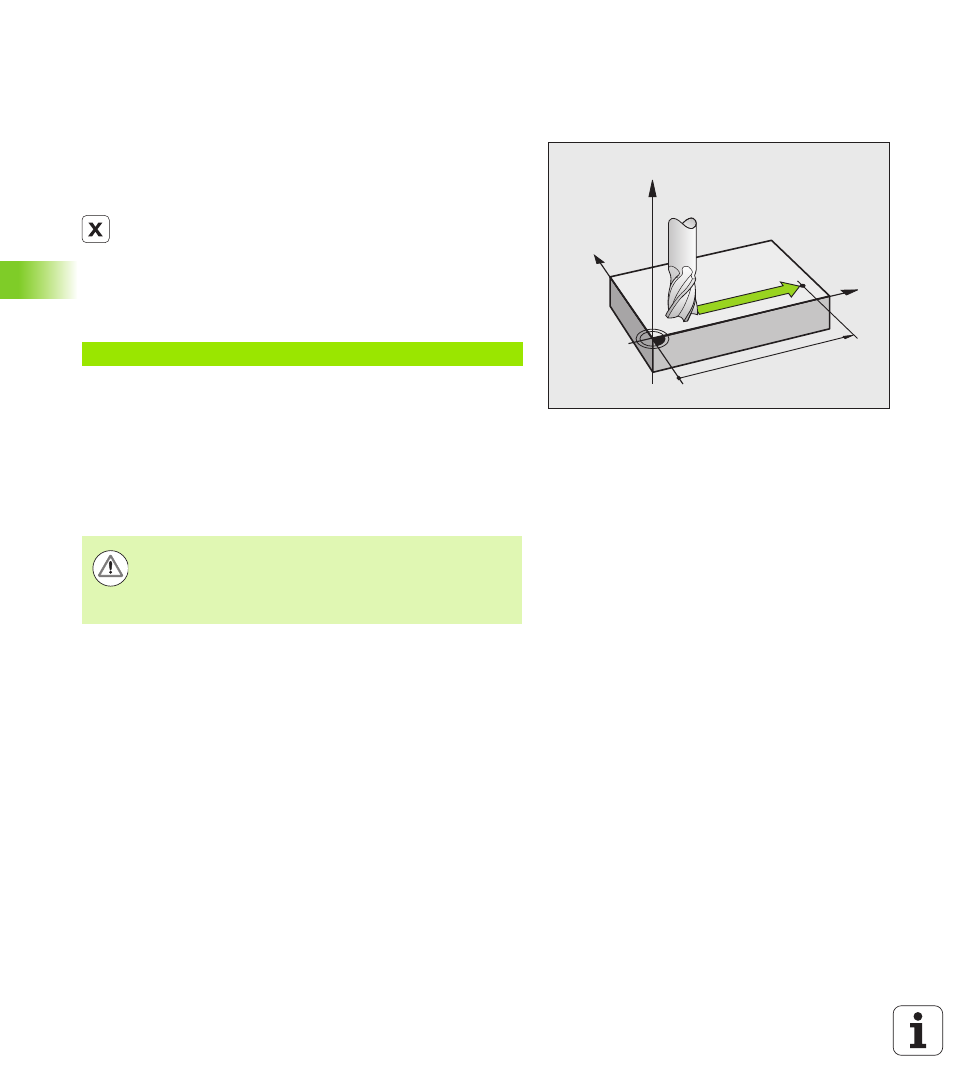
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Geraden. Wenn Sie in einem Programm
mehrere Verfahrsätze hintereinander programmieren, ist der
Startpunkt der Endpunkt des vorangegangenen Satzes.
Radiuskorrektur
Die TNC kann den Werkzeug-Radius automatisch korrigieren. Sie
können in achsparallelen Positioniersätzen wählen, ob die TNC den
Verfahrweg um den Werkzeug-Radius verlängert (R+) oder verkürzt
(R-). Siehe “Werkzeug-Radiuskorrektur bei achsparallelen
Positioniersätzen” auf Seite 159.
Zusatzfunktionen M
Mit den Zusatzfunktionen der TNC steuern Sie
den Programmlauf, z.B. eine Unterbrechung des Programmlaufs
die Maschinenfunktionen, wie das Ein- und Ausschalten der
Spindeldrehung und des Kühlmittels
das Bahnverhalten des Werkzeugs
6
X+45 R+ F200 M3
X
Y
Z
100
Achtung Kollisionsgefahr!
Positionieren Sie das Werkzeug zu Beginn eines
Bearbeitungs-Programms so vor, dass eine Beschädigung
von Werkzeug und Werkstück ausgeschlossen ist.