HEIDENHAIN TNC 426 (280 476) Pilot Benutzerhandbuch
Seite 48
49
Zyklen
zur
Herstellung
von
Bohrungen
und
Gewinden
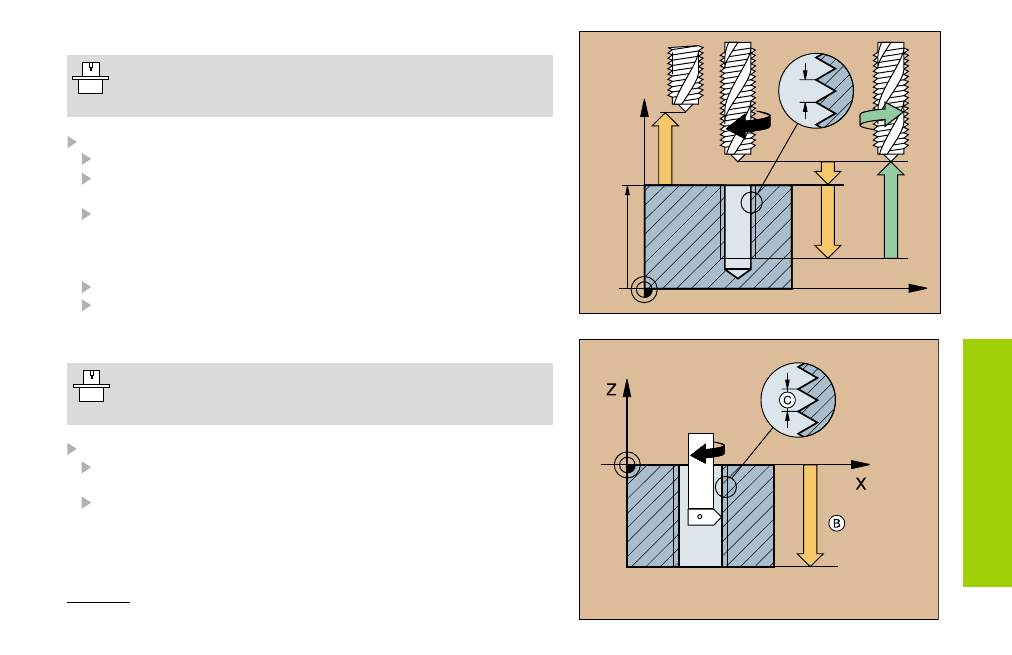
GEWINDEBOHREN GS* NEU (207) ohne Ausgleichsfutter
Maschine und TNC müssen vom Hersteller für das
Gewindebohren ohne Ausgleichsfutter vorbereitet sein!
Bearbeitung wird mit geregelter Spindel ausgeführt!
CYCL DEF: Zyklus 207 GEWINDEBOHREN GS NEU wählen
Sicherheits-Abstand: Q200
Bohrtiefe: Gewindelänge = Abstand zwischen
Werkstück-Oberfläche und Gewinde-Ende: Q201
Gewindesteigung: Q239
Das Vorzeichen legt Rechts- und Linksgewinde fest:
Rechtsgewinde: +
Linksgewinde:
Koord. Werkstück-Oberfläche: Q203
2. Sicherheits-Abstand: Q204
* Geregelte Spindel
GEWINDESCHNEIDEN (18)
Maschine und TNC müssen vom Hersteller für das
GEWINDESCHNEIDEN vorbereitet sein!
Bearbeitung wird mit geregelter Spindel ausgeführt!
CYCL DEF: Zyklus 18 GEWINDESCHNEIDEN wählen
Tiefe: Gewindelänge = Abstand zwischen
Werkstück-Oberfläche und Gewinde-Ende:
B
Gewindesteigung:
C
Das Vorzeichen legt Rechts- und Linksgewinde fest:
Rechtsgewinde: +
Linksgewinde:
Z
X
Q203
Q204
Q200
Q201
Q239