HEIDENHAIN TNC 426 (280 476) Pilot Benutzerhandbuch
Seite 71
72
SL-Zyklen
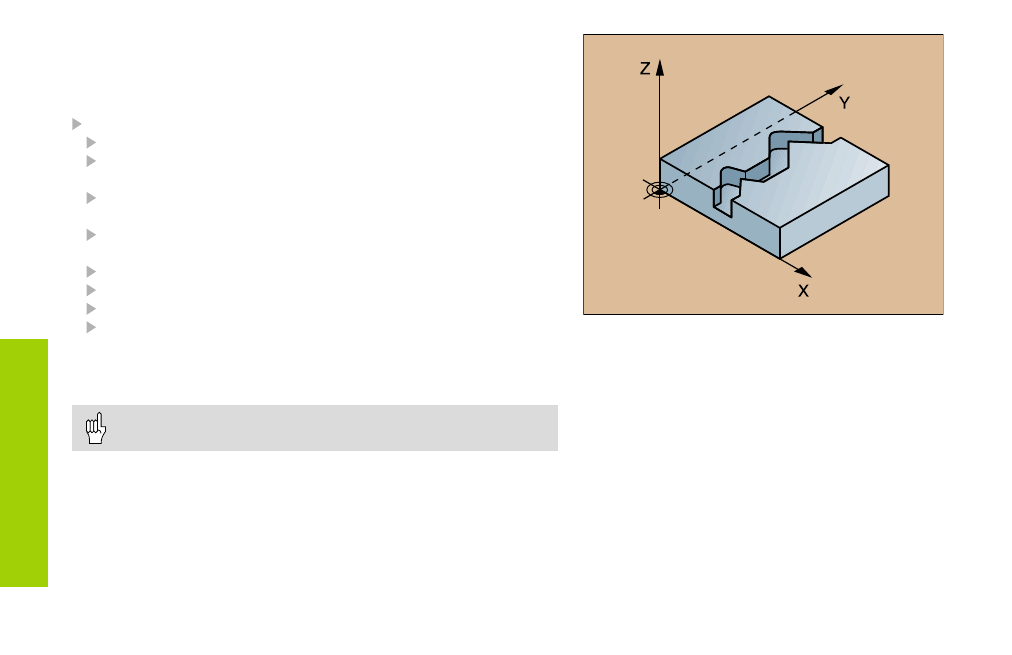
KONTUR-ZUG (25)
Mit diesem Zyklus werden die Daten zur Bearbeitung einer offenen
Kontur festgelegt, die in einem Kontur-Unterprogramm definiert sind.
CYCL DEF: Zyklus 25 KONTUR-ZUG wählen
Frästiefe Q1; inkremental
Schlichtaufmaß Seite Q3: Schlicht-Aufmaß in der
Bearbeitungsebene
Koord. Werkstück-Oberfläche Q5: Koordinate der Werkstück-
Oberfläche; absolut
Sichere Höhe Q7: Höhe, in der Werkzeug und Werkstück
nicht kollidieren können; absolut
Zustell-Tiefe Q10; inkremental
Vorschub Tiefenzustellung Q11
Vorschub Fräsen Q12
Fräsart? Gegenlauf = 1 Q15
Gleichlauf-Fräsen: Q15 = +1
Gegenlauf-Fräsen: Q15 = 1
Pendelnd, bei mehreren Zustellungen: Q15 = 0
Zyklus 14 KONTUR darf nur eine Label-Nummer enthalten!
Unterprogramm darf maximal 128 Geradenstücke enthalten!