HEIDENHAIN TNC 426 (280 476) Pilot Benutzerhandbuch
Seite 76
Advertising
77
Abzeilen
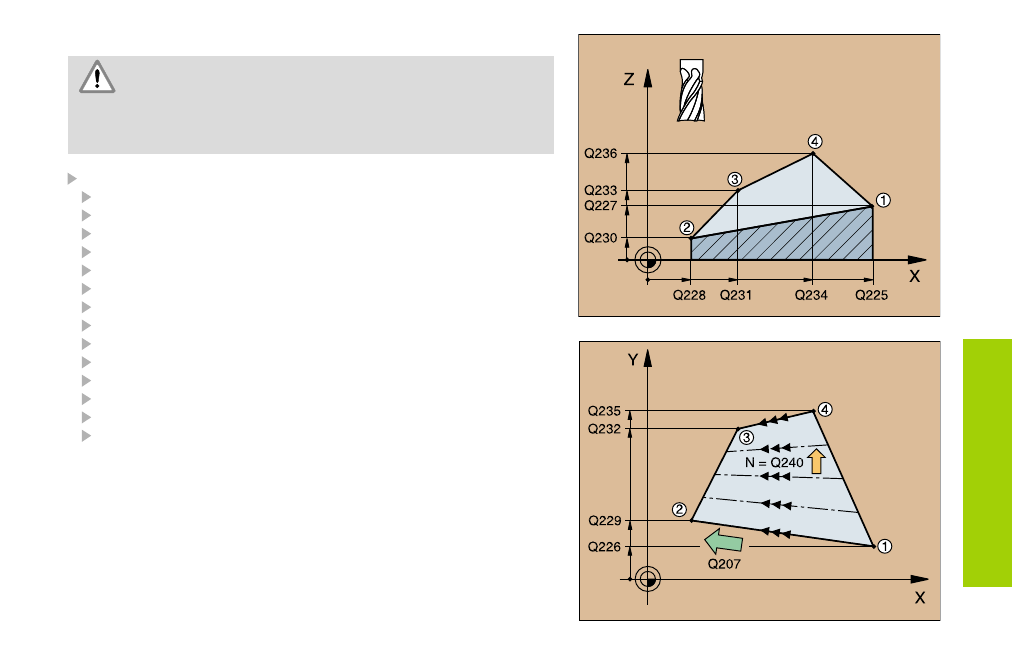
REGELFLÄCHE (231)
Die TNC positioniert das Werkzeug ausgehend von der
aktuellen Position zunächst in der Bearbeitungsebene und
anschließend in der Werkzeug-Achse auf den Startpunkt
(Punkt 1). Werkzeug so vorpositionieren, daß keine Kollision
mit Werkstück oder Spannmitteln erfolgen kann!
CYCL DEF: Zyklus 231 REGELFLAECHE wählen
Startpunkt 1. Achse: Q225
Startpunkt 2. Achse: Q226
Startpunkt 3. Achse: Q227
2. Punkt 1. Achse: Q228
2. Punkt 2. Achse: Q229
2. Punkt 3. Achse: Q230
3. Punkt 1. Achse: Q231
3. Punkt 2. Achse: Q232
3. Punkt 3. Achse: Q233
4. Punkt 1. Achse: Q234
4. Punkt 2. Achse: Q235
4. Punkt 3. Achse: Q236
Anzahl Schnitte: Q240
Vorschub Fräsen: Q207
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: