HEIDENHAIN TNC 426 (280 476) Pilot Benutzerhandbuch
Seite 81
82
Zyklen
zur
Koordinaten-
Umrechnung
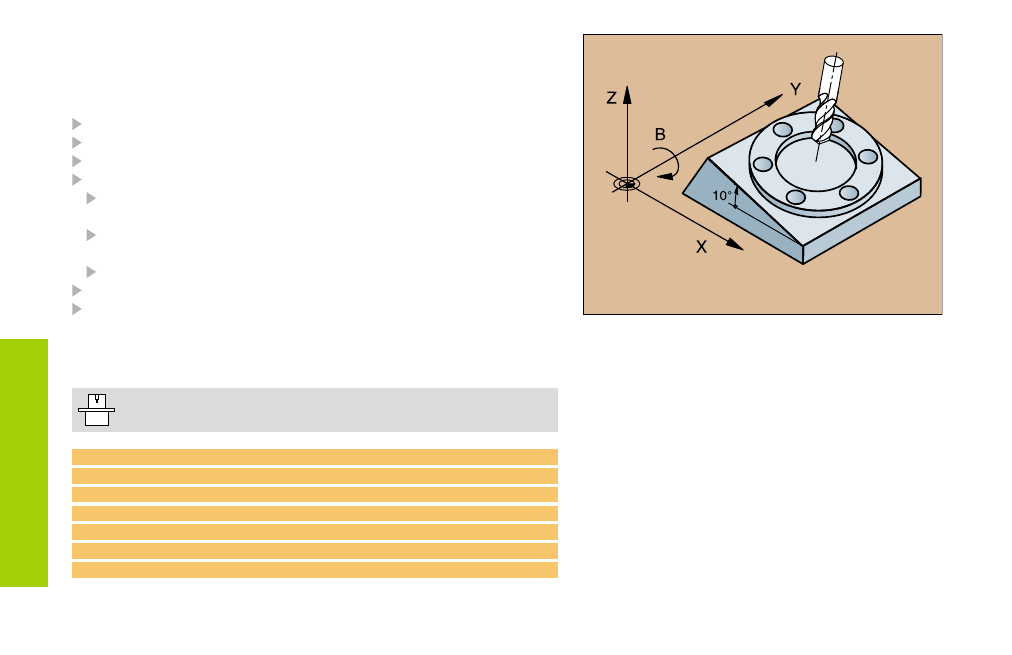
BEARBEITUNGSEBENE (19)
Der Zyklus 19 BEARBEITUNGSEBENE unterstützt das Arbeiten mit
Schwenkköpfen und/oder Schwenktischen.
Werkzeug aufrufen
Werkzeug in der Werkzeugachse freifahren (vermeidet Kollision)
Ggf. Drehachsen mit L-Satz auf gewünschte Winkel positionieren
CYCL DEF: Zyklus 19 BEARBEITUNGSEBENE wählen
Schwenkwinkel der entsprechenden Achse oder Raumwinkel
eingeben
Ggf. Vorschub der Drehachsen beim automatischen Positionieren
eingeben
Ggf. Sicherheits-Abstand eingeben
Korrektur aktivieren: Alle Achsen verfahren
Bearbeitung programmieren, als wäre die Ebene nicht geschwenkt
Rücksetzen des Zyklus BEARBEITUNGSEBENE schwenken:
Erneute Zyklus-Definition mit Schwenkwinkel 0.
Maschine und TNC müssen vom Hersteller für das Schwenken
der BEARBEITUNGSEBENE vorbereitet sein!
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 BEARBEITUNGSEBENE
8 CYCL DEF 19.1 B+10 C+90 F1000 ABST 50
9 L Z+200 R0 F1000
10 L X-50 Y-50 R0