Gewindebohren mit ausgleichsfutter (zyklus g84), G84 gewindebohren mit ausgleichsfutter – HEIDENHAIN iTNC 530 (340 422) ISO programming Benutzerhandbuch
Seite 251
HEIDENHAIN iTNC 530
251
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
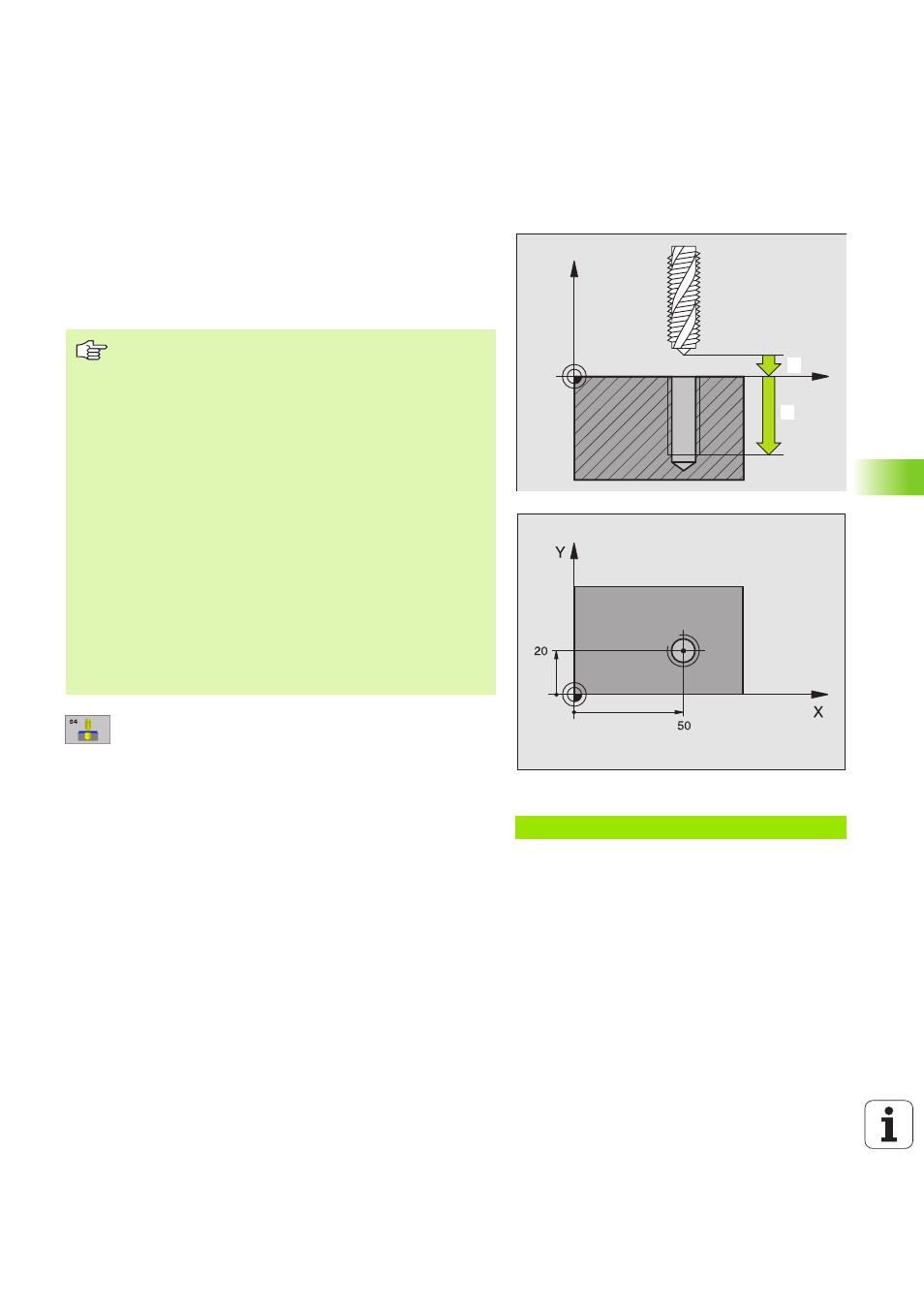
GEWINDEBOHREN mit Ausgleichsfutter
(Zyklus G84)
1
Das Werkzeug fährt in einem Arbeitsgang auf die Bohrtiefe
2
Danach wird die Spindeldrehrichtung umgekehrt und das Werk-
zeug nach der Verweilzeit auf die Startposition zurückgezogen
3
An der Startposition wird die Spindeldrehrichtung erneut umge-
kehrt
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche;
Richtwert: 4x Gewindesteigung
U
U
U
U
Bohrtiefe
2
(Gewindelänge, inkremental): Abstand
Werkstück-Oberfläche – Gewindeende
U
U
U
U
Verweilzeit in Sekunden
: Wert zwischen 0 und 0,5
Sekunden eingeben, um ein Verkeilen des Werk-
zeugs beim Rückzug zu vermeiden
U
U
U
U
Vorschub F
: Verfahrgeschwindigkeit des Werkzeugs
beim Gewindebohren
Vorschub ermitteln: F = S x p
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindebohrens die externe Stopp-Taste drü-
cken, zeigt die TNC einen Softkey an, mit dem Sie das Werkzeug frei-
fahren können.
Beispiel: NC-Satz
N13 G84 P01 2 P02 -20 P03 0 P04 100 *
X
Z
111
2
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40 programmie-
ren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) program-
mieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die Arbeits-
richtung fest. Wenn Sie die Tiefe = 0 programmieren, dann
führt die TNC den Zyklus nicht aus.
Das Werkzeug muss in ein Längenausgleichsfutter gespannt
sein. Das Längenausgleichsfutter kompensiert Toleranzen
von Vorschub und Drehzahl während der Bearbeitung.
Während der Zyklus abgearbeitet wird, ist der Drehknopf für
den Drehzahl-Override unwirksam. Der Drehknopf für den
Vorschub-Override ist noch begrenzt aktiv (vom Maschinen-
hersteller festgelegt, Maschinenhandbuch beachten).
Für Rechtsgewinde Spindel mit M3 aktivieren, für Linksge-
winde mit M4.
F: Vorschub (mm/min)
S: Spindel-Drehzahl (U/min)
p: Gewindesteigung (mm)