G85 gewindebohren gs ohne ausgleichsfutter – HEIDENHAIN iTNC 530 (340 422) ISO programming Benutzerhandbuch
Seite 254
254
8 Programmieren: Zyklen
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
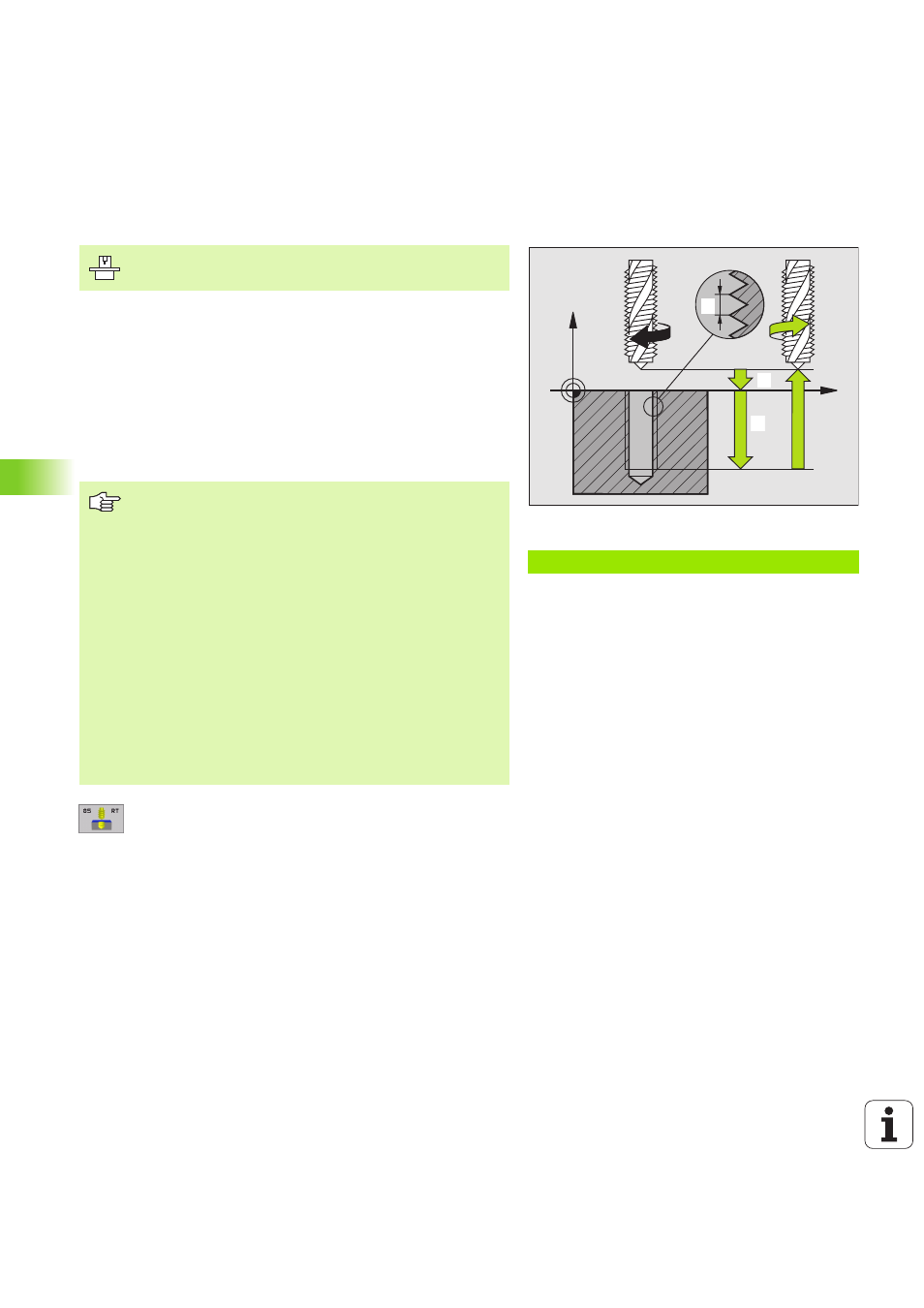
GEWINDEBOHREN ohne Ausgleichsfutter GS
(Zyklus G85)
Die TNC schneidet das Gewinde entweder in einem oder in mehreren
Arbeitsgängen ohne Längenausgleichsfutter.
Vorteile gegenüber dem Zyklus Gewindebohren mit Ausgleichsfutter:
n
Höhere Bearbeitungsgeschwindigkeit
n
Gleiches Gewinde wiederholbar, da sich die Spindel beim Zyklus-
Aufruf auf die 0°-Position ausrichtet (abhängig von Maschinen-Para-
meter 7160)
n
Größerer Verfahrbereich der Spindelachse, da das Ausgleichsfutter
entfällt
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche
U
U
U
U
Bohrtiefe
2
(inkremental): Abstand Werkstück-Ober-
fläche (Gewindebeginn) – Gewindeende
U
U
U
U
Gewindesteigung
3
:
Steigung des Gewindes. Das Vorzeichen legt Rechts-
oder Linksgewinde fest:
+= Rechtsgewinde
–= Linksgewinde
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindebohrens die externe Stopp-Taste drü-
cken, zeigt die TNC den Softkey MANUELL FREIFAHREN an. Wenn
Sie MANUEL FREIFAHREN drücken, können Sie das Werkzeug
gesteuert freifahren. Drücken Sie dazu die positive Achsrichtungs-
Taste der aktiven Spindelachse.
Beispiel: NC-Satz
N18 G85 P01 2 P02 -20 P03 +1 *
X
Z
1111
12
13
Maschine und TNC müssen vom Maschinenhersteller vor-
bereitet sein.
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) in der
Bearbeitungsebene mit Radiuskorrektur G40 programmieren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Parameters Bohrtiefe legt die Arbeits-
richtung fest.
Die TNC berechnet den Vorschub in Abhängigkeit von der
Drehzahl. Wenn Sie während des Gewindebohrens den
Drehknopf für den Drehzahl-Override betätigen, passt die
TNC den Vorschub automatisch an
Der Drehknopf für den Vorschub-Override ist nicht aktiv.
Am Zyklusende steht die Spindel. Vor der nächsten Bear-
beitung Spindel mit M3 (bzw. M4) wieder einschalten.