Konturfraesen (zyklus g58/g59), 6 s l-zyklen gr upp e i – HEIDENHAIN iTNC 530 (340 422) ISO programming Benutzerhandbuch
Seite 338
338
8 Programmieren: Zyklen
8.6 S
L-Zyklen
Gr
upp
e I
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche
U
U
U
U
Frästiefe
2
(inkremental): Abstand Werkstück-Ober-
fläche – Taschengrund
U
U
U
U
Zustell-Tiefe
3
(inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die Frästiefe muss
kein Vielfaches der Zustell-Tiefe sein. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
n
Zustell-Tiefe und Tiefe gleich sind
n
die Zustell-Tiefe größer als die Frästiefe ist
U
U
U
U
Vorschub Tiefenzustellung
: Eintauchvorschub in
mm/min
U
U
U
U
Schlicht-Aufmaß
: Aufmaß in der Bearbeitungsebene
U
U
U
U
Ausräum-Winkel: Richtung der Ausräum-Bewegung.
Ausräum-Winkel bezieht sich auf die Hauptachse der
Bearbeitungsebene. Winkel so eingeben, dass mög-
lichst lange Schnitte entstehen
U
U
U
U
Vorschub
: Fräsvorschub in mm/min
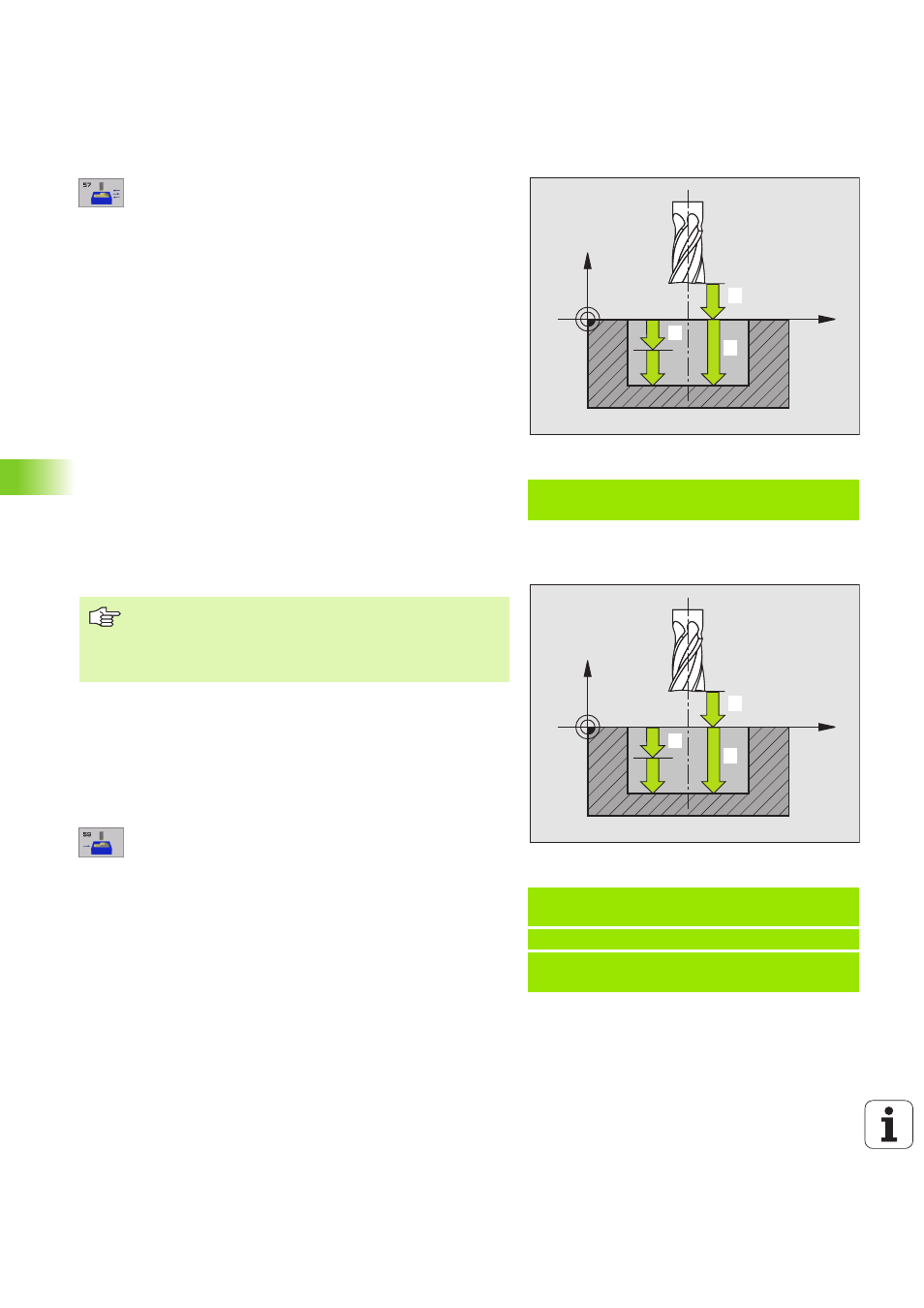
KONTURFRAESEN (Zyklus G58/G59)
Einsatz
Zyklus G58/G59 KONTURFRAESEN dient zum Schlichten der Kontur-
tasche.
Drehsinn beim Konturfräsen:
n
Im Uhrzeigersinn: G58
n
Im Gegen-Uhrzeigersinn: G59
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche
U
U
U
U
Frästiefe
2
(inkremental): Abstand Werkstück-Ober-
fläche – Taschengrund
U
U
U
U
Zustell-Tiefe
3
(inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die Frästiefe muss
kein Vielfaches der Zustell-Tiefe sein. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
n
Zustell-Tiefe und Tiefe gleich sind
n
die Zustell-Tiefe größer als die Frästiefe ist
U
U
U
U
Vorschub Tiefenzustellung
: Eintauchvorschub in
mm/min
U
U
U
U
Vorschub
: Fräsvorschub in mm/min
Beispiel: NC-Satz
N54 G57 P01 2 P02 -15 P03 5 P04 250
P05 +0,5 P06 +30 P07 500 *
X
Z
11
12
13
Beispiel: NC-Sätze
N54 G58 P01 2 P02 -15 P03 5 P04 250
P05 500 *
...
N71 G59 P01 2 P02 -15 P03 5 P04 250
P05 500 *
X
Z
11
12
13
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.