10 drehen konturparallel (zyklus 815), Anwendung, Zyklusablauf schruppen – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Benutzerhandbuch
Seite 306: Drehen konturparallel (zyklus 815), Seite 306
306
Zyklen: Drehen
13.1
0
DREHEN K
O
NTURP
A
RALLEL (Zyklus 815)
13.10 DREHEN KONTURPARALLEL
(Zyklus 815)
Anwendung
Mit diesem Zyklus können Sie Werkstücke mit beliebigen Dreh-
Konturen bearbeiten. Die Konturbeschreibung erfolgt in einem
Unterprogramm.
Sie können den Zyklus wahlweise für die Schrupp-, Schlicht- oder
Komplettbearbeitung verwenden. Das Abspanen bei der
Schruppbearbeitung erfolgt konturparallel.
Sie können den Zyklus für die Innen- und Außenbearbeitung
verwenden. Wenn der Startpunkt der Kontur größer ist als der Kontur-
Endpunkt, führt der Zyklus eine Außenbearbeitung aus. Ist der Kontur-
Startpunkt kleiner als der Endpunkt, führt der Zyklus eine
Innenbearbeitung aus.
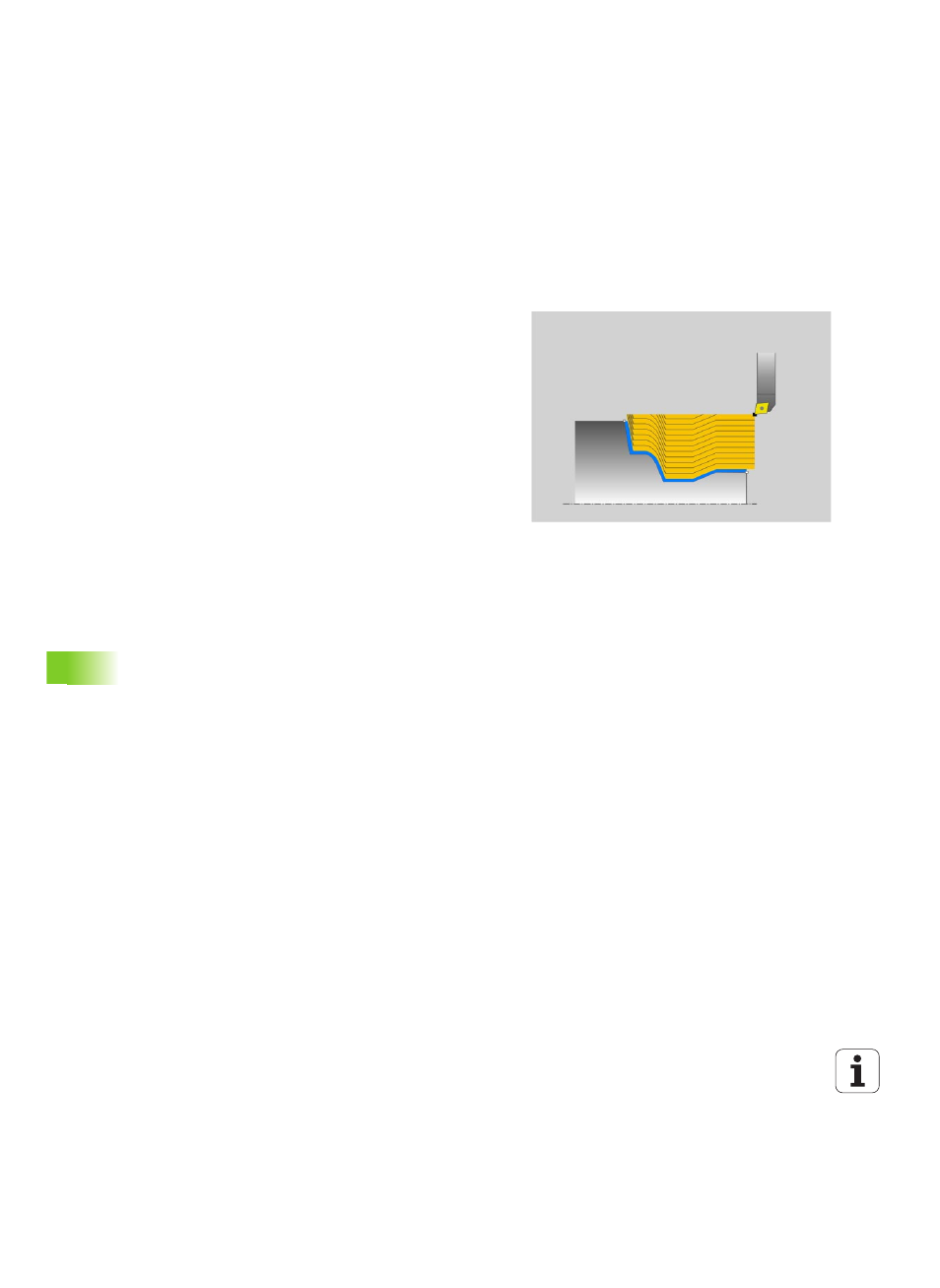
Zyklusablauf Schruppen
Als Zyklus-Startpunkt verwendet die TNC die Werkzeug-Position beim
Zyklus-Aufruf. Falls die Z-Koordinate des Startpunktes kleiner ist als
der Anfangspunkt der Kontur, positioniert die TNC das Werkzeug in
der Z-Koordinate auf Sicherheits-Abstand und startet den Zyklus von
dort.
1
Die TNC führt im Eilgang eine achsparallele Zustellbewegung aus.
Den Zustellwert berechnet die TNC anhand
Q463 MAX. SCHNITTTIEFE
.
2
Die TNC zerspant den Bereich zwischen Startposition und
Endpunkt. Der Schnitt wird konturparallel ausgeführt und erfolgt
mit dem definierten Vorschub Q478.
3
Die TNC zieht das Werkzeug mit dem definierten Vorschub
zurückauf die Startposition in der X-Koordinate.
4
Die TNC positioniert das Werkzeug im Eilgang zurück zum
Schnittanfang.
5
Die TNC wiederholt diesen Ablauf (1 bis 4), bis die fertige Kontur
erreicht ist.
6
Die TNC positioniert das Werkzeug im Eilgang zurück zum Zyklus-
Startpunkt.