Zyklusparameter – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Benutzerhandbuch
Seite 345
HEIDENHAIN TNC 640
345
13.20 S
T
ECHEN AXIAL ER
WEITER
T (Zyklus 872)
Zyklusparameter
U
Bearbeitungs-Umfang
Q215: Bearbeitungs-Umfang
festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten auf Fertigmaß
3: Nur Schlichten auf Aufmaß
U
Sicherheits-Abstand
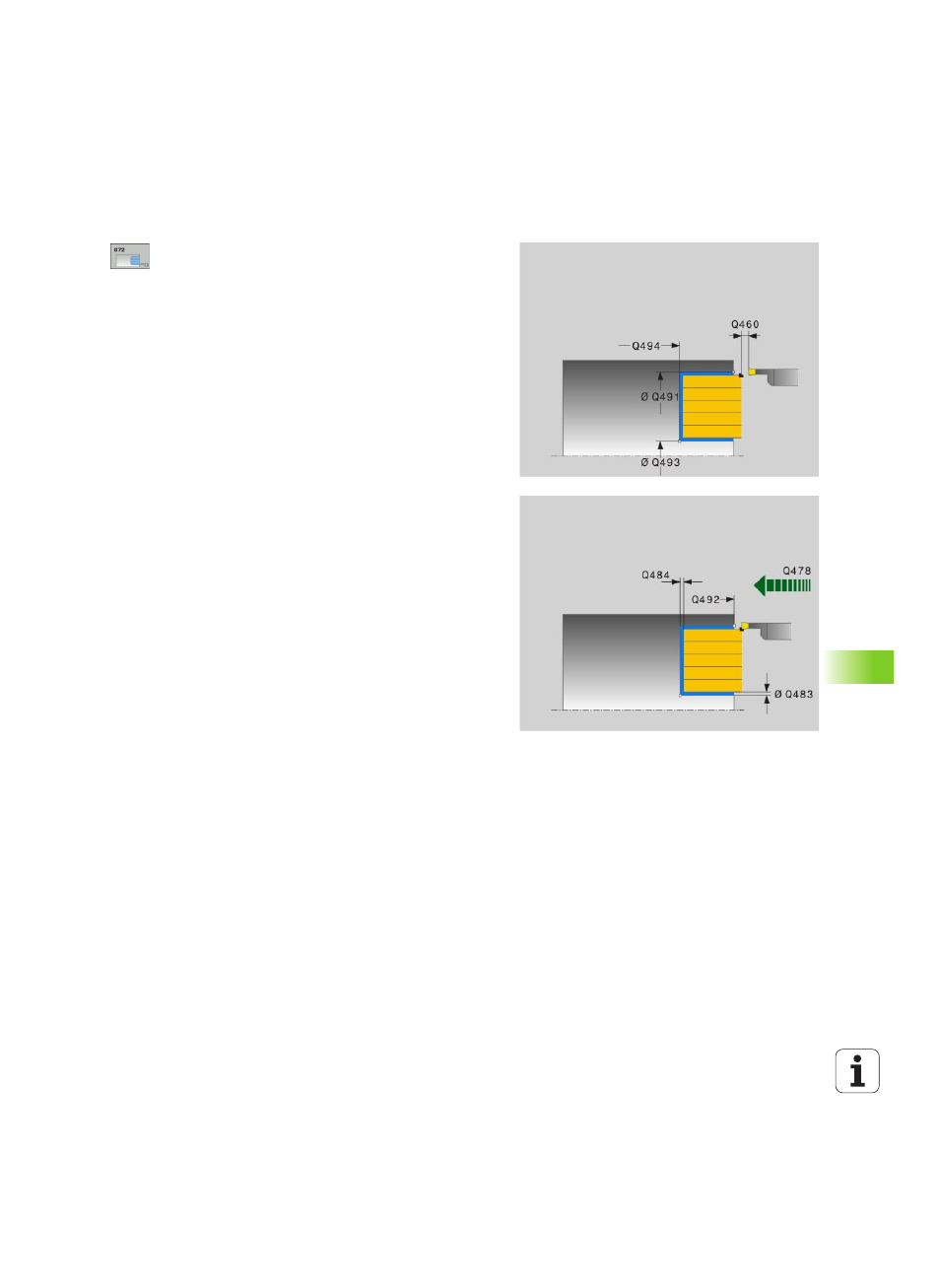
Q460:
reserviert, derzeit keine
Funktion
U
Konturstart Durchmesser
Q491: X-Koordinate des
Konturstartpunkts (Durchmesserangabe)
U
Konturstart Z
Q492: Z-Koordinate des
Konturstartpunkts
U
Konturende Durchmesser
Q493: X-Koordinate des
Konturendpunkts (Durchmesserangabe)
U
Konturende Z
Q494: Z-Koordinate des
Konturendpunkts
U
Winkel Flanke
Q495: Winkel zwischen der Flanke am
Konturstartpunkt und der Parallelen zur Drehachse
U
Typ Anfangselement
Q501: Typ des Elements am
Konturanfang (Umfangsfläche) festlegen:
0: kein zusätzliches Element
1: Element ist eine Fase
2: Element ist ein Radius
U
Größe Anfangselement
Q502: Größe des
Anfangselements (Fasenabschnitt)
U
Radius Konturecke
Q500: Radius der
Konturinnenecke. Wenn kein Radius angegeben,
entsteht der Radius der Schneidplatte.
U
Winkel zweite Flanke
Q496: Winkel zwischen der
Flanke am Konturendpunkt und der Parallelen zur
Drehachse
U
Typ Endelement
Q503: Typ des Elements am
Konturend festlegen:
0: kein zusätzliches Element
1: Element ist eine Fase
2: Element ist ein Radius
U
Größe Endelement
Q504: Größe des Endelements
(Fasenabschnitt)
U
Vorschub Schruppen
Q478:Vorschubgeschwindigkeit
beim Schruppen. Wenn Sie M136 programmiert
haben interpretiert die TNC den Vorschub in
Millimeter pro Umdrehung, ohne M136 in Millimeter
pro Minute.