21 stechen kontur axial (zyklus 870), Anwendung, Zyklusablauf schruppen – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Benutzerhandbuch
Seite 347: Stechen kontur axial (zyklus 870), Seite 347
HEIDENHAIN TNC 640
347
13.21 S
TECHEN K
O
NTUR AXIAL (Zyklus 870)
13.21 STECHEN KONTUR AXIAL
(Zyklus 870)
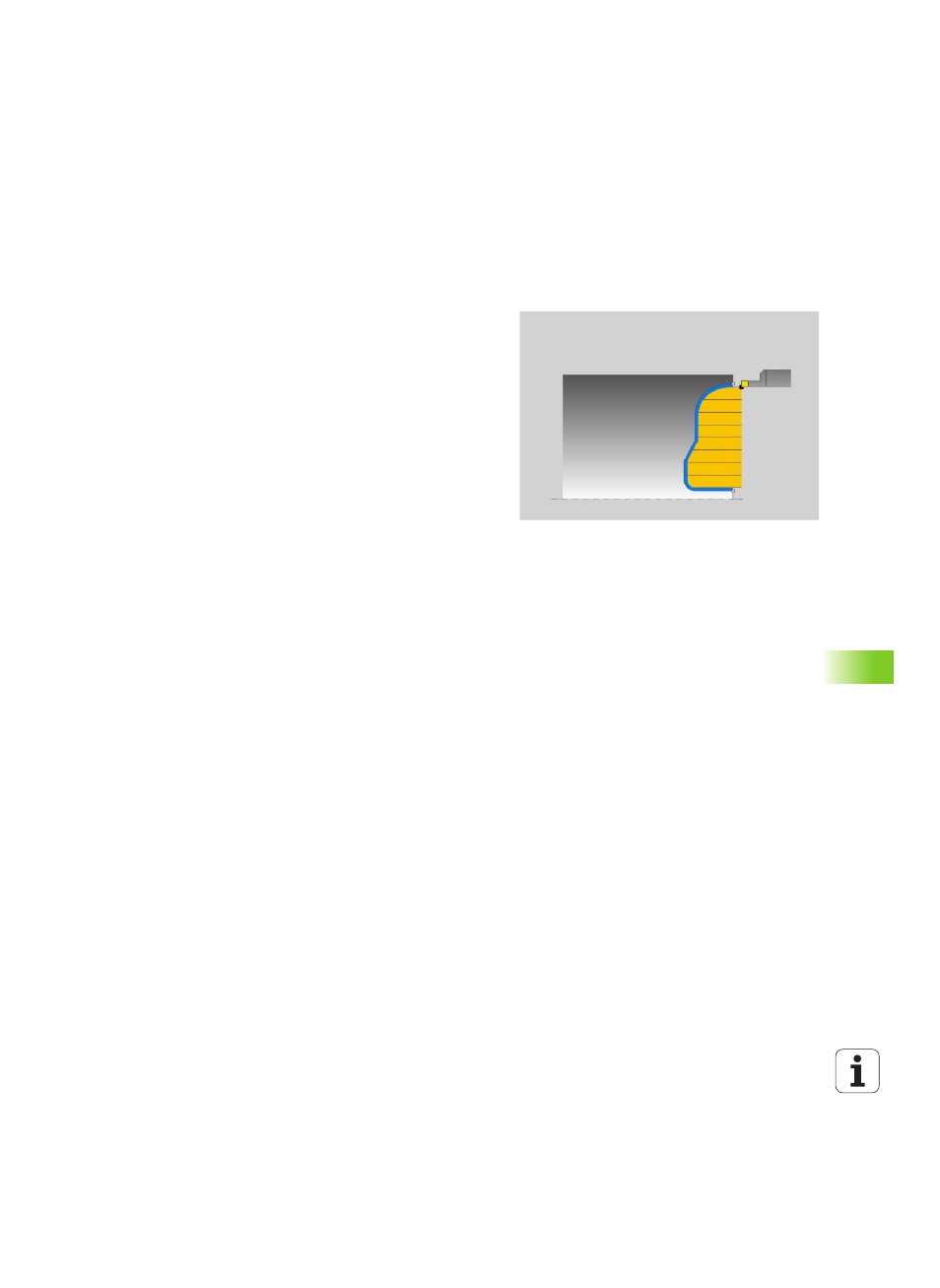
Anwendung
Mit diesem Zyklus können Sie Nuten mit beliebiger Form axial
einstechen (planstechen).
Sie können den Zyklus wahlweise für die Schrupp-, Schlicht- oder
Komplettbearbeitung verwenden. Das Abspanen bei der
Schruppbearbeitung erfolgt achsparallel.
Zyklusablauf Schruppen
Als Zyklus-Startpunkt verwendet die TNC die Werkzeug-Position beim
Zyklus-Aufruf. Falls die Z-Koordinate des Startpunktes kleiner ist als
der Startpunkt der Kontur, positioniert die TNC das Werkzeug in der Z-
Koordinate den Kontur-Startpunkt und startet den Zyklus von dort.
1
Die TNC positioniert das Werkzeug im Eilgang in der X-Koordinate
(erste Einstichposition).
2
Die TNC führt im Eilgang eine achsparallele Zustellbewegung aus
(Seitliche Zustellung = 0,8 Schneidenbreite).
3
Die TNC zerspant den Bereich zwischen Startposition und
Endpunkt in axialer Richtung mit dem definierten Vorschub Q478.
4
Die TNC positioniert das Werkzeug im Eilgang zurück zum
Schnittanfang.
5
Die TNC wiederholt diesen Ablauf (2 bis 4), bis die Nutform
erreicht ist.
6
Die TNC positioniert das Werkzeug im Eilgang zurück zum Zyklus-
Startpunkt.