Seitenstrahldruck einstellen, Seitenstrahldruck einstellen -37 – Hypertherm HyIntensity Fiber Laser Rev.2 Benutzerhandbuch
Seite 139
Konfiguration und BetrieB
HyIntensity Fiber Laser
Betriebsanleitung – 807091 Revision 2
3-37
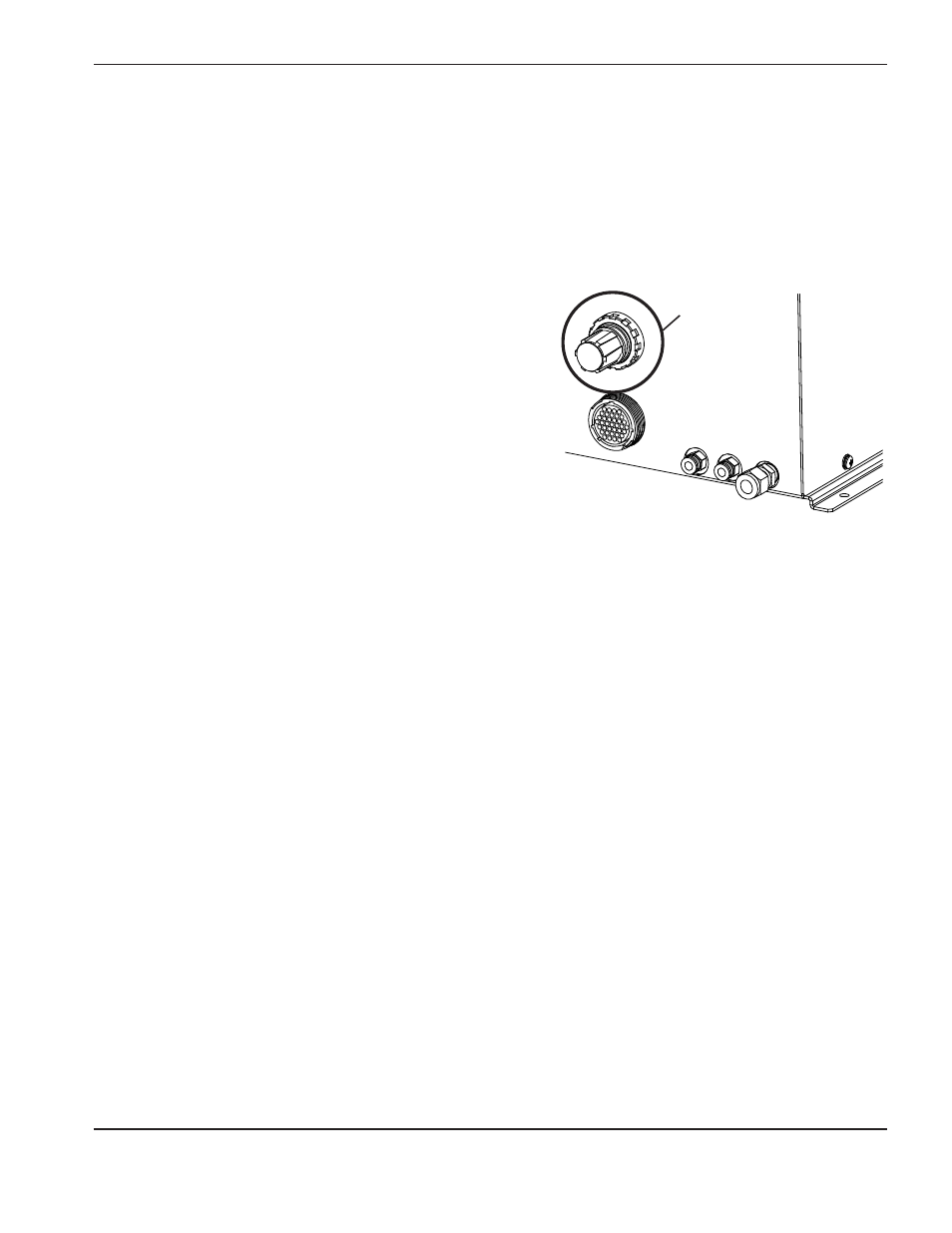
Seitenstrahldruck einstellen
Für Schneiden von unlegiertem Stahl über 3 mm Stärke reinigt der Seitenstrahl das gestochene Loch von ge-
schmolzenem Metall und hilft so, saubere Löcher zu erzeugen. Dabei ist eine optimale Druckeinstellung für den
Seitenstrahl sehr wichtig. Wenn der Druck zu gering ist, wird das geschmolzene Material nicht vollständig entfernt
und das Loch kann zu groß werden. Ist er zu hoch, kann der im Seitenstrahl enthaltene Sauerstoff unkontrolliertes
Brennen in der Nähe des Loches verursachen und das Loch kann ebenfalls zu groß werden. Der Seitenstrahl-
Gasdruck kann durch Drehen des Druckreglerknopfes im oder gegen den Uhrzeigersinn erhöht bzw. verringert
werden.
• Ziehen Sie am Druckreglerknopf, um ihn zu
entriegeln. Wenn er entriegelt ist, wird eine
orangefarbene Marke im Spalt sichtbar.
• Drehen Sie den Reglerknopf im Uhrzeigersinn,
um den Seitenstrahldruck zu erhöhen, oder gegen
den Uhrzeigersinn, um den Seitenstrahldruck
zu verringern.
• Dann drücken Sie den Reglerknopf, um ihn wieder
zu verriegeln. Falls der Knopf sich nicht leicht
verriegeln lässt, drehen Sie ihn leicht nach links
und nach rechts, und versuchen Sie dann erneut,
ihn hineinzudrücken. Die orangefarbene Marke
verschwindet, wenn er verriegelt ist.
Druckreglerknopf
Anmerkung: Der Seitenstrahldruck ist werkseitig auf 0,3 MPa (3,0 bar) eingestellt.