Hypertherm HyIntensity Fiber Laser Rev.2 Benutzerhandbuch
Seite 179
Wartung
HyIntensity Fiber Laser
Betriebsanleitung – 807091 Revision 2
4-23
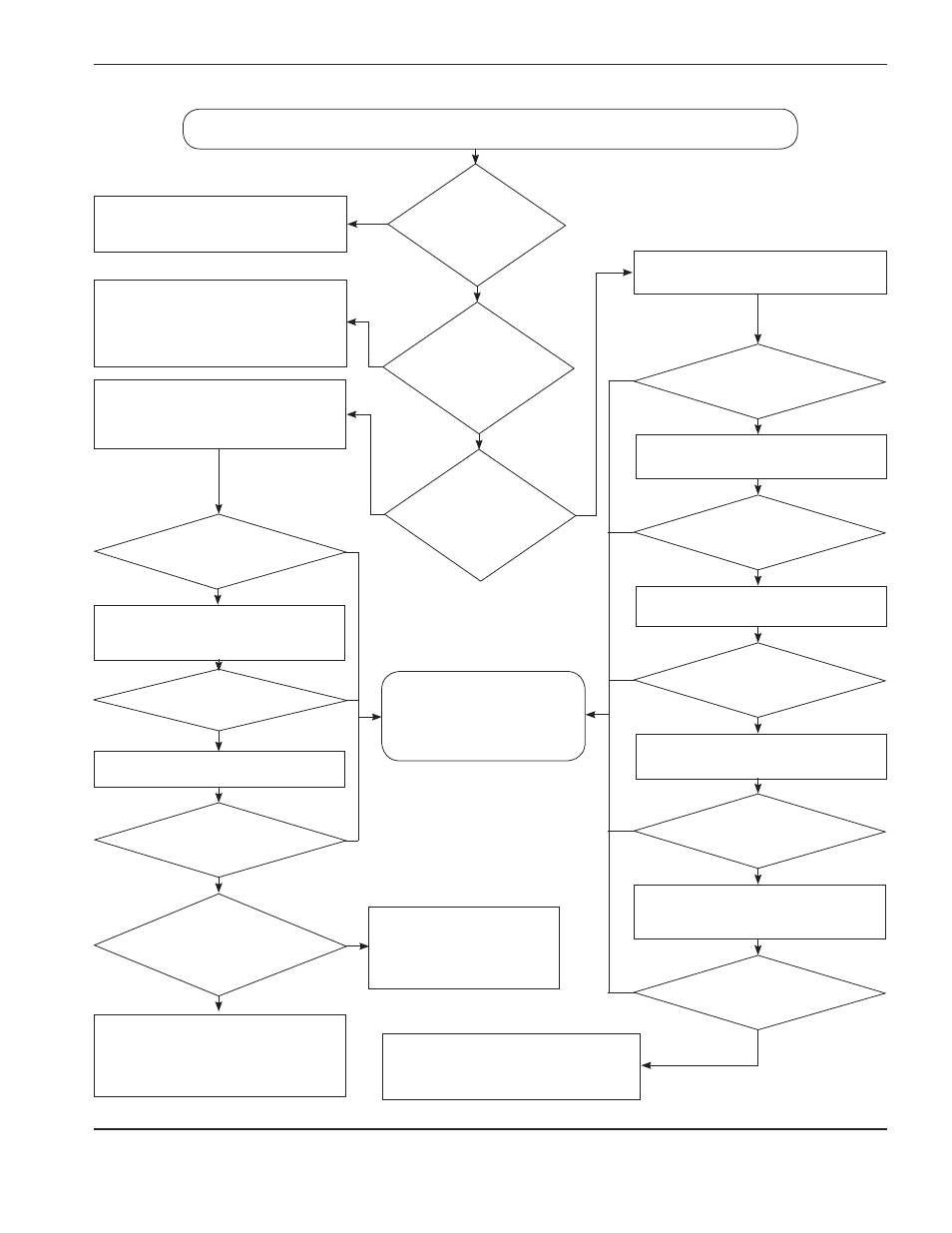
Stellen Sie die bestmöglich verfügbaren
Prozessparameter ein.
Haben Sie dieses
Material schon einmal
geschnitten?
Ja
Sind
die
Parameter auf die
Werte der Schneidtabelle
gesetzt oder auf einen schon
vorher verwendeten
Prozess?
Plasmabildung während des Schneidens von legiertem Stahl oder Aluminium
Tritt Plasma nur beim
Schneiden in eine bestimmte
Richtung auf?
Korrigieren Sie folgende Parameter:
Druck, Hilfsgastyp, Brennpunktposition,
Schnittgeschwindigkeit, Düsengröße,
Düsentyp, Abstand Düse-Werkstück,
Laserleistung.
Untersuchen Sie die Düse auf Schäden,
Bartbildungsablagerungen, Strahlzentrierung
und Zustand der Öffnung.
Reinigen oder ersetzen Sie sie.
Ja
Ist das Problem behoben?
Untersuchen Sie die Linse auf Schmutz
oder Beschädigungen.
Reinigen oder ersetzen Sie sie.
Überprüfen Sie die ordnungsgemäße
Höhenverfolgung.
Nein
Ja
Ist das Problem behoben?
Ist das Problem behoben?
Befolgen Sie den Vorgang zur kontinuier-
lichen Reduktion von Plasma, um das
Plasma zu entfernen.
Nein
Setzen Sie das Schneiden
fort und zeichnen Sie die
neuen Parameter auf
Stellen Sie die Brennpunkt-Position ein.
Verringern Sie die Schnittgeschwindigkeit.
Reduzieren Sie den Hilfsgasdruck.
Ist das Problem behoben?
Ist das Problem behoben?
Andere mögliche Ursachen:
• Verunreinigung des Kollimators oder der
Faseroptik
Verringern Sie den Abstand Düse-Werkstück
Erhöhen Sie die Schnittgeschwindigkeit
Ja
Nein
Nein
Nein
Nein
Nein
Nein
Nein
Nein
Nein
Ja
Ja
Ja
Ja
Ja
Tritt das Problem am Beginn
eines Schnitts auf?
Nein
Ja
Ist das Problem behoben?
Ist das Problem behoben?
Ist das Problem behoben?
Ja
Erhöhen Sie die Kriechgangzeit
am Beginn des Schnitts, um eine
günstige Schnittfugengeometrie
zu erzeugen.