Legierter stahl, Plasma h35 / n, Sekundärgas 200 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 107
BEDIENUNG
HPR260 Auto-Gas Betriebsanleitung
4-27
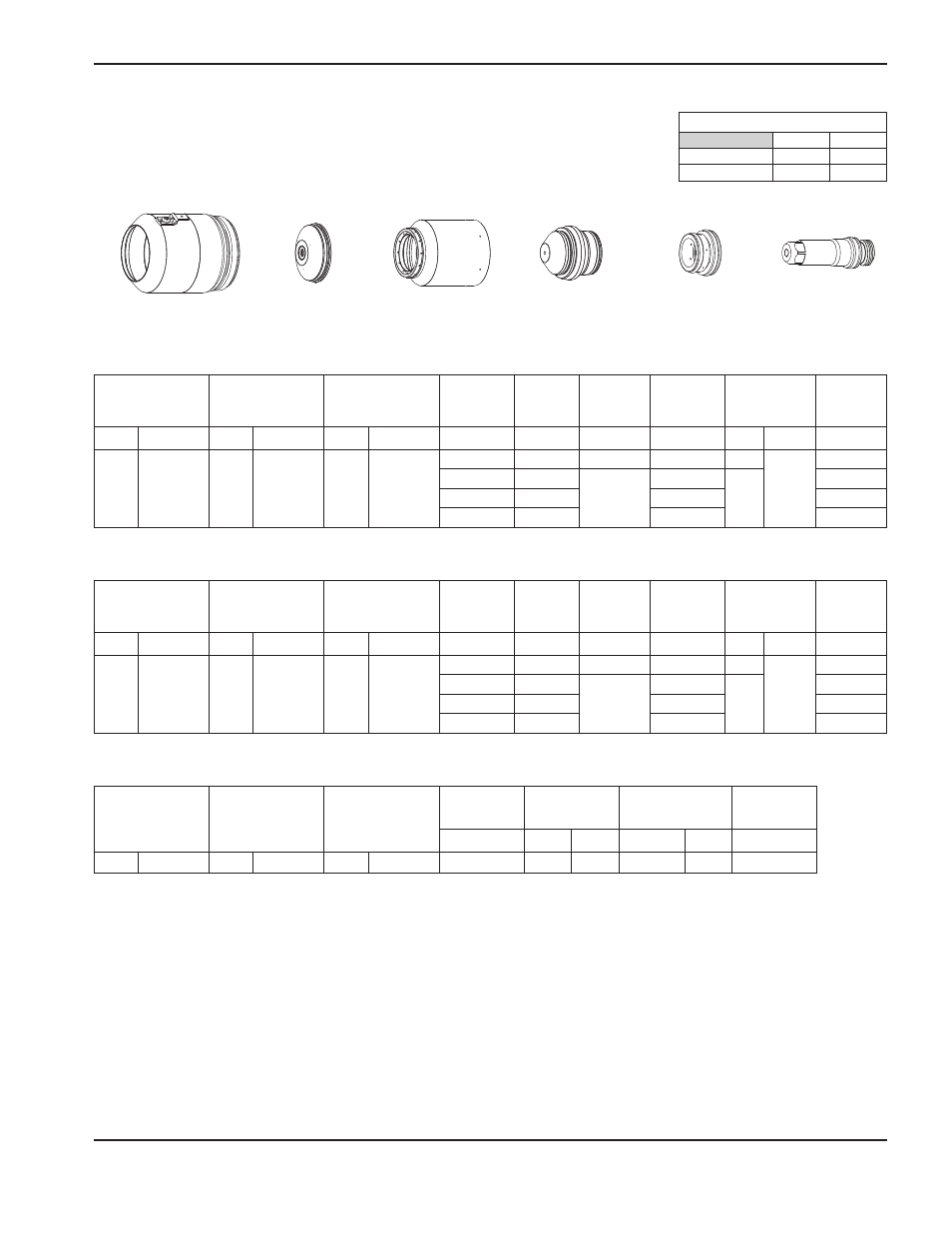
5
220345
220398
220307
220344
220342
220343
Legierter Stahl
Plasma H35 / N
2
Sekundärgas
200 A Schneiden
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
H35
N
2
22
43
88
52
10
175
9,0
1620
9,0
100
0,5
12
170
7,5
1450
7,5
0,6
15
173
1200
0,7
20
177
820
0,8
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
H35
N
2
22
43
88
52
3/8
175
0.350
65
0.350
100
0.5
1/2
170
0.300
55
0.300
0.6
5/8
173
45
0.7
3/4
177
35
0.8
Durchflußmengen – lpm/scfh
H35
N
2
Vorströmung
0 / 0
116 / 245
Betriebsströmung
30 / 63
104 / 220
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
140
Markierung