Unlegierter stahl, Plasma o, Luft sekundärgas 200 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 99
BEDIENUNG
HPR260 Auto-Gas Betriebsanleitung
4-19
4
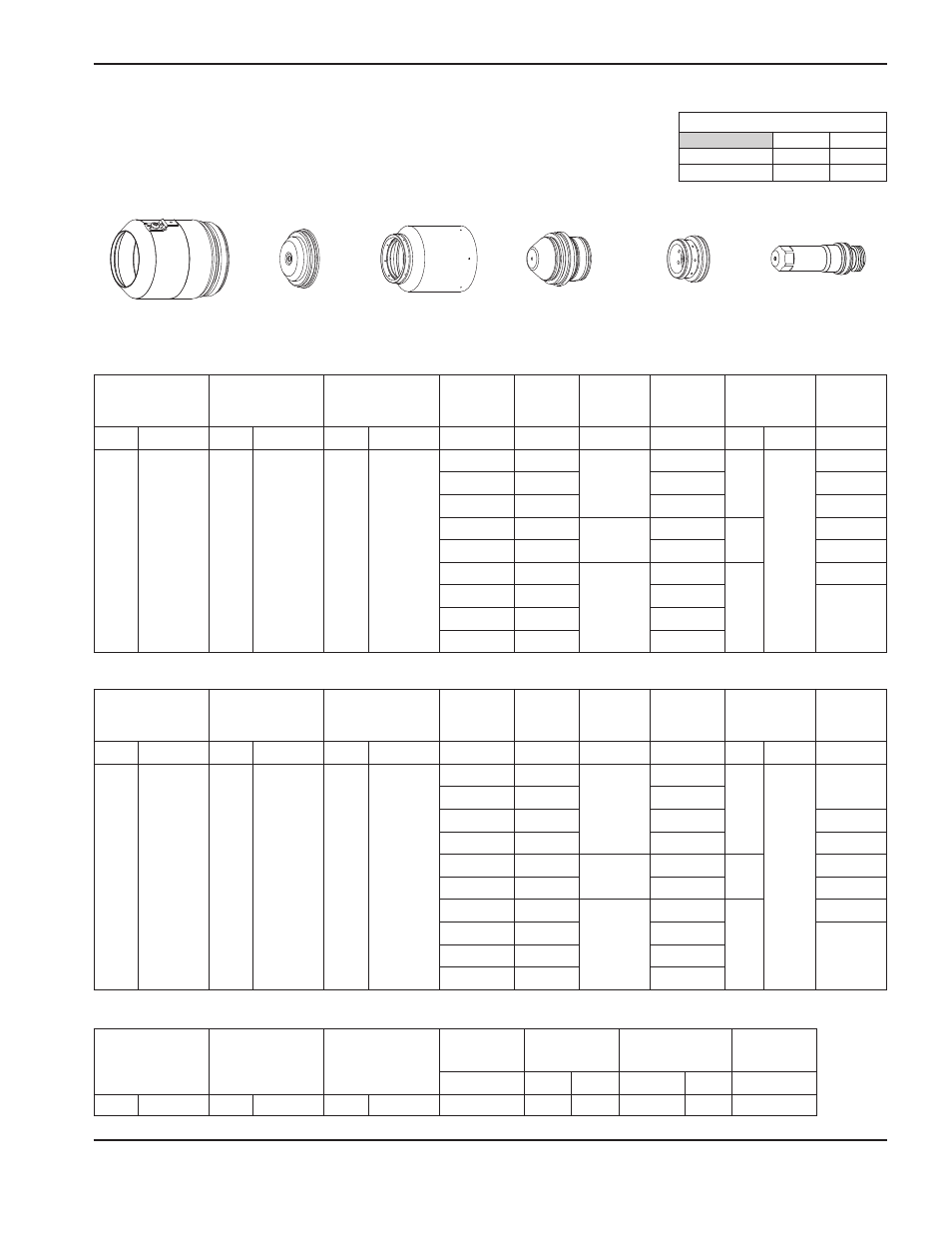
220356
220398
220352
220355
220353
220354
Unlegierter Stahl
Plasma O
2
/ Luft Sekundärgas
200 A Schneiden
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
O
2
Luft
23
42
74
18
6
124
3,3
5250
6,6
200
0,2
10
126
3460
0,3
12
128
3060
0,5
15
131
4,1
2275
8,2
0,6
20
133
1575
0,8
25
143
5,1
1165
10,2
1,0
32
145
750
Kantenstart
38
152
510
50
163
255
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
O
2
Luft
23
42
74
18
3/16
124
0.130
230
0.260
200
0.2
1/4
124
200
3/8
126
140
0.3
1/2
128
115
0.5
5/8
131
0.160
80
0.320
0.6
3/4
133
65
0.8
1
143
0.200
45
0.400
1.0
1-1/4
145
30
Kantenstart
1-1/2
152
20
2
163
10
Durchflußmengen – lpm/scfh
O
2
Luft
Vorströmung
0 / 0
128 / 270
Betriebsströmung
39 / 82
48 / 101
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Markierung